










Servicios Personalizados
Revista

Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkRevista de Ciencia y Tecnología
versión On-line ISSN 1851-7587
Rev. cienc. tecnol. no.31 Posadas jun. 2019
Ingeniería, Tecnología e Informática
Calidad de papel artesanal a partir de fibras no convencionales de cinco especies colombianas
Manufacture of handmade paper from non-conventional fibers of five colombian species
Julieta B. Benitez1*, Manuel Popo Amu2, María E. Vallejos1, María C. Area1
1- Programa de Celulosa y Papel - Instituto de Materiales de Misiones (CONICET-UNaM), Facultad de Ciencias Exactas Químicas y Naturales, Félix de Azara 1552 (3300). Posadas, Misiones, Argentina;
2- Unicomfacauca sede Norte. Calle 5 N° 9 - 50 Santander de Quilichao, Cauca, Colombia
* E-mail: xulibel@yahoo.com.ar
Resumen
La producción de papel a partir de fibras de plantas anuales o de residuos agroindustriales es una alternativa rentable para países con escasos recursos madereros. Estas fibras pueden ser empleadas para obtener diferentes calidades de papel artesanal. El objetivo de este estudio fue evaluar la potencialidad de cinco tipos de fibras no convencionales de Colombia (limoncillo, canelo, bambú, papayo y fique) para la fabricación de papel artesanal mediante la caracterización microscópica de estas fibras y la determinación de las propiedades físico-mecánicas y ópticas del papel artesanal obtenido. Las propiedades papeleras resultaron en general, más bajas que las propiedades de pulpas químicas convencionales (similares a las de una pulpa quimimecánica de eucaliptos). La mejor forma de utilizar estas fibras en papeles artesanales es elaborar hojas de gramajes superiores a 100 g/m2 y utilizarlas sin blanquear, aprovechando su aspecto rústico y coloración natural para la fabricación de tapas o elementos decorativos.
Palabras clave: Papel artesanal; Fibras no madereras; Propiedades físicas; Propiedades mecánicas; Análisis microscópico.
Abstract
The papermaking from annual plant or agro-industrial waste fibers is a cost-effective alternative for countries with insufficient wood resources. These fibers can be used to obtain handmade paper qualities. The objective of this study was to assess the potential of five types of unconventional fibers (limoncillo, cinnamon, bamboo, papaya and mango) from Colombia for the production of handmade paper by the microscopic characterization of this fibers and the determination of the physical-mechanical and optic properties of the obtained paper. The papermaking properties were, in general, lower than the properties of the conventional papermaking pulps (similar to those of a quimimecánica pulp of eucalyptus).The best way to use these fibers in handmade papers is to make sheets of grammages greater than 100 g/m2 and use them without bleaching, taking advantage of their rustic appearance and natural coloration for the manufacture of covers or decorative elements.
Keywords: Handmade paper; non-wood fibers; Physical properties; Mechanical properties; Microscopic analysis.
Introducción
La fabricación de papel y su comercialización han evolucionado considerablemente en las últimas décadas, sin embargo, los papeles artesanales se continúan produciendo a escala pequeña, de manera manual e individual (1, 2). Diferentes grados de papel artesanal son empleados en productos artísticos, que son producidos mediante técnicas de mucha antigüedad. Tanto la producción artesanal como industrial de papel suelen enfrentar algunos problemas relacionados con: (i) la selección de las materias primas
más adecuadas, (ii) la obtención del mismo grado y calidad tanto en el pulpado como en la formación del papel, y (iii) la elaboración de papeles que sean agradables al tacto y atractivo a los ojos (3). Estos problemas generalmente se resuelven mediante el análisis de todas las variables involucradas: (i) la materia prima fibrosa (especie, edad, composición química, tipo de elementos fibrosos, dimensiones de las fibras, otros), (ii) el pulpado y formación del papel (tipo de pulpado, rendimiento de la pulpa, composición química, dimensiones de las fibras, tamaño y composición del papel, espesor, tipo y grado del papel, otros), y (iii) las características ópticas (imagen, color, opacidad, transparencia, brillo, otros).
Las características más importantes del papel artesanal son su aspecto rústico, la falta de un sentido u orientación de las fibras en su estructura y la presencia de bordes irregulares. La producción manual permite la producción de papeles poco convencionales y/o vistosos mediante la decoración con ciertos materiales naturales como pétalos de fores, hierbas aromáticas o coloridas, colorantes y pigmentos. Los papeles artesanales son apreciados en la decoración de lámparas, mamparas, sobres, embalajes, agendas, tarjetas, cuadernos, entre otros (3). Existen numerosos tipos de papeles artesanales que dependen principalmente de la materia prima fibrosas utilizada, el método usado para la elaboración del papel, y las propiedades finales según su grado o calidad.
Generalmente, los recursos fibrosos utilizados provienen de especies disponibles localmente que pueden ser fibras naturales (algodón, lino, cáñamo, ramio, jute, papiro, bambú), pajas de cereales (arroz, maíz, corteza de madera, trigo), hojas (sisal, banana, piña), residuos actividad agroindustrial (bagazo de caña de azúcar, podas de olivo, podas de vid, podas de cítricos) e incluso papeles desechados (diarios, revistas, bolsas de embalaje) (3-6). China e India son líderes en la utilización de fibras vegetales no madereras para la fabricación de papel a nivel industrial, esta producción se encuentra en crecimiento en América del Norte, América Latina, Europa, Rusia y África (7, 8). Las fibras no madereras más utilizadas son de pajas de cereales, bagazo de caña de azúcar y bambú. Otras fibras no madereras empleadas en menor proporción son algodón, cáñamo, sisal y kenaf (9).
El limoncillo (Cymbogogon citratus) es una planta herbácea, perenne, de 0,5 a 2 m de altura, aromática, con ligero olor a limón, con hojas arrosetadas en la base de la planta, lineales, hasta de 1 m de longitud, estrechas, rojizas al secarse y fores reunidas en panículas de espiguillas. Es utilizado para la producción de aceite esencial (citral), para industrias del perfume, alimenticia y farmacéutica. Después de la extracción del aceite por destilación con vapor, el resto puede ser usado como un recurso fibroso (10, 11).
El fique (Furcraea andina) es una especie herbácea de fanerógama nativa de los Andes Colombo-ecuador-venezolanos, muy difundida en los Andes orientales colombianos. La planta adulta presenta un tallo de unos 30 cm, hojas verdes de forma lineal- lanceolada de a 50 a 200 cm de largo y de 8 a 14 cm de ancho, con bordes lisos, dentados o aserrados. Crece de 800 a 3.000 msnm y su vida varía entre 12 y 20 años, con casos especiales de 60 a 70. La fibra extraída de sus hojas es dura, fina, brillante y blanca. La producción normal es de 1 kg al año por planta, con producciones excepcionales de 3 a 6 kg al año. Las fibras de fque, de gran resistencia, se emplean para producir sogas, textiles, embalajes y artesanías. Las fibras de fque pueden ser usadas en la fabricación de papel artesanal con cierta blancura (12).
El canelo (Nectara spp.), también conocido como moena amarilla o jigua amarillo, es una especie maderable originaria de América Tropical (Bolivia, Brasil, Colombia, Ecuador, Guayana Francesa, Perú y Venezuela), que se encuentra comúnmente en bosques húmedos pre-montanos entre los 1000-2000 msnm. En Colombia se halla en el departamento del Cauca, cerca de la costa Pacífica. Presenta una madera medianamente pesada, muy resistente, de buena calidad y gran valor; con baja estabilidad dimensional y propiedades mecánicas de bajas a medianas. Es una especie maderable muy utilizada para hacer muebles. Su madera de color amarillo pálido, la albura se diferencia muy poco del duramen. Olor y sabor a mentolado fuerte; brillo mediano; grano de recto a entrecruzado; superficie muy suave al tacto; textura de mediana a fina; veteado acentuado definido por líneas vasculares, satinado y jaspeado (12).
La papaya (Carica papaya) es una especie de planta arbustiva cuyo fruto se conoce comúnmente como papaya, papayón, olocoton, lechosa, fruta bomba, melón papaya, melón de árbol o mamón. El tallo está formado prácticamente de células parenquimáticas y una proporción baja de fibras se encuentran principalmente en la corteza(13, 14).
La cañaza o tacuara (Guadua spp.) es un género de plantas de la subfamilia del bambú, de la familia de las Poáceas. Se considera como una de las plantas nativas más representativas de los bosques andinos. Es una gramínea gigante que puede alcanzar 30 metros de altura y 22 cm de diámetro. El tallo se compone de la epidermis o corteza exterior, la capa interior de la pared del tallo y el área fibro-vascular (15). El bambú también ha sido estudiado para la obtención de pulpas celulósicas usando procesos de pulpado no convencionales (16).
Para el pulpado de estos recursos pueden usarse procesos químicos, mecánicos y combinados (químimecánicos, temomecánicos, entre otros). En los procesos químicos, se pueden aplicar diferentes combinaciones químicas con el objetivo de separar las fibras de los otros componentes químicos presentes. Los procesos mecánicos, permiten la separación de las fibras, pero manteniendo los componentes que están presentes en el material lignocelulósico. Estos procesos tienen diferentes rendimientos (tonelada de pulpa obtenida por cada tonelada de materia prima, en base seca) dependiendo de la composición química de la materia prima, el grado de extracción de los componentes químicos y las propiedades finales de la pulpa obtenida. Las gramíneas poseen una estructura más abierta que la madera y por lo tanto la transferencia de masa es mejor y la penetración del licor de cocción es más rápida, lo que reduce el tiempo total del pulpado, pero los rendimientos son más bajos (10, 11).
El proceso de elaboración del papel también es un factor importante debido a su influencia en sus propiedades finales (físicas, ópticas, mecánicas, entre otras). El proceso de fabricación del papel consiste en la formación de un conjunto de fibras dispuestas al azar a partir de una suspensión fibrosa, y la formación de enlaces de puente de hidrógeno entre ellas mediante el prensado y el secado. En muchos casos se agregan aditivos y/o rellenos. La producción de papel artesanal es laboriosa debido a que se realiza de forma manual y en estas condiciones se deben alcanzar una apariencia y calidad aceptable para el producto. Las fibras de estos materiales también pueden usarse como refuerzo de polímeros debido a que constituyen una fuente de fibra de bajo costo (17-23).
El objetivo de este estudio fue evaluar la potencialidad para la fabricación de papel artesanal de cinco tipos de fibras no convencionales (limoncillo, canelo, bambú, papayo y fque) mediante la caracterización morfológica de las fibras, la determinación de sus relaciones biométricas y las propiedades físico-mecánicas y ópticas de los papeles obtenidos a partir de pulpas químicas refinadas para la fabricación de tapas o elementos decorativos.
Materiales y Métodos
Materias primas
La muestras fueron tomadas en Santander de Quilichao es un municipio colombiano ubicado en el sector norte del departamento del Cauca, a 97 km al norte de Popayán y a 45 km al sur de Cali. Santander de Quilichao tiene una altura sobre el nivel del mar de 1.071 m. Este municipio tiene un clima tropical, la temperatura media anual es de 23.2° C. La precipitación es de 1992 mm al año.
Se colectaron tallos de diferentes plantas y hojas frescas de las plantas de limoncillo (5.0 kg) (Cymbopogon citratus). Las fibras de fque (Furcraea andina) de fibras comerciales para elaborar artesanías fueron provistas secas, sin la penca (3 kg). Las fibras se secaron y cortaron en fragmentos pequeños de 2.5 cm. La cocción de canelo (Nectara spp.) se realizó utilizando astillas del tronco principal que fueron cortadas a mano con formón (2.0-2.5 cm).Las muestras de papaya (Carica papaya) se tomaron de tallos de plantas de más dos años que cortados en fragmentos pequeños de 2.5 cm. En el caso del bambú (Guadua angustifolia),se tomó la porción basal de los tallos secos libre de nudos y también se redujeron en astillas a un tamaño aproximado de 2.5 cm. Todas las muestras fueron lavados con agua después de su preparación.
Formación de papeles artesanales
Los materiales fibrosos cortados y lavados fueron pulpados a la soda (NaOH al 25% sobre vegetal seco), en autoclave a temperatura elevada(100º C). Finalizada la cocción (60 minutos en el caso de canelo y fique y 45 minutos el resto de las materias primas), las fibras se lavaron por dilución con abundante agua sobre un colador y agitando manualmente. La eliminación de fibras mal cocidas, arena y otros, se realizó por depuración y la limpieza manual de las pulpas, utilizando tamices o mallas adecuadas para tal fin. La deslignificación se continuó con hipoclorito de sodio (NaClO, 15% sobre pulpa seca por 60 minutos a 80° C) y luego con hidróxido de sodio (NaOH, 10% sobre pulpa seca, a 80° C por 60 minutos). Finalmente, las pulpas se blanquearon con peróxido de hidrogeno (H2O2, 50% sobre pulpa seca), a 80° C, 12% de consistencia y un tiempo de retención de dos horas. Luego del blanqueo, las pulpas fueron refinadas en pila Holandesa para durante 1 hora en el caso de limoncillo y fque y 2 horas en el de canelo y bambú. Cada empaste consistió en: la pulpa, 3.0 a 5.0% sobre base seca de caolín como carga y 20.0 g por cada 10.0 litros de suspensión de almidón de yuca (mandioca). La formación del papel se realizó en una tina de tamaño suficiente para que el molde y el contramarco pudieran sumergirse con facilidad. El procedimiento debe realizarse con rapidez, antes de que la pulpa y los aditivos químicos se asienten en el fondo de la tina de formación. Se coloca el contramarco encima del molde, del lado de la malla y sujetando con frmeza se sumergen en forma vertical en dirección al lado opuesto de la tina. Con movimientos suaves, se inclina el molde hasta que quede en posición horizontal y se lo atrae hacia el frente de la tina hasta estar completamente sumergido, elevando luego para recoger la pulpa. Manteniendo el molde en posición horizontal y antes de que haya drenado toda el agua, se sacude rápidamente de lado a lado y del frente hacia atrás. Esa acción emparejará la pulpa y dispersará las fibras evitando que queden dispuestas en la misma dirección. Para finalizar, se sostiene el molde y la forma encima de la tina ligeramente inclinada para que drene el exceso de agua. Posteriormente, las hojas se prensan en una prensa hidráulica con el objetivo de completar la extracción de agua y la formación de la hoja. Finalmente, el secado se realiza de forma natural (al sol, al aire o en un tendedero), o artificial (mediante planchas o ventiladores). Después del proceso de secado, se volvió a prensar el papel para darle una mayor lisura a su superficie. Mayores detalles pueden encontrarse en la bibliografía (24, 25).
Análisis microscópicos
Las pulpas de papeles artesanales se remojaron durante 24 horas y luego se dispersaron en un desintegrador de laboratorio para obtener una suspensión fibrosa. Para cada tipo de pulpa, se tomaron muestras de estas suspensiones para analizar las características morfológicas de las fibras y la identificación de los elementos fibrosos y vasculares utilizando un microscopio óptico Zeiss con analizador de imágenes. Las fibras suspendidas se depositan sobre un portaobjeto luego se secan, se tiñen con colorantes y se las cubre con un cubreobjeto, sobre las imágenes de las fibras se midieron longitud de fibras, ancho de fibra y el ancho de lumen (número de fibras: 100) para determinar la distribución de longitud de fibra y las relaciones biométricas. Las relaciones biométricas permiten predecir el comportamiento que tendrán estas fibras en la hoja, tal como su capacidad de colapsar y de entrelazarse. Las principales relaciones biométricas son el índice de afeltramiento o feltrabilidad que es relación entre la longitud y el ancho, el índice de fexibilidad que mide la relación entre el lumen y el ancho de fibra y el índice de runkel que está dado por la relación entre el espesor de pared con respecto al lumen y al ancho de la fibra. El lumen se determina de la diferencia entre ancho y el espesor de la fibra.
Hojas de laboratorio y ensayos físicos
Para evaluar las propiedades papeleras de las pulpas se utilizaron métodos estandarizados ISO. A partir de la suspensión fibrosa se elaboraron hojas de laboratorio (normaISO 5269/1). Las hojas fueron acondicionadas (norma ISO 187:1990) y caracterizadas mediante ensayos físicos estandarizados por la norma ISO 5270:1979. Los ensayos de resistencia mecánica a la tracción, rasgado y explosión de las probetas de papel fueron realizados utilizando un dinamómetro marca Adamel Lhomargy modelo DY32, un equipo Messmer Instruments Limited Nº ME y Mullen Perkinsmodelo C, respectivamente. A partir de estos ensayos de tracción y elongación se determinó el TEA (energía absorbida a la tracción).Los ensayos de permeabilidad al aire se realizaron en un equipo Gurley con cronometro digital automático (ISO 5636-5:2003). Las propiedades ópticas se midieron con ColorTouch (Technidyne Corporation), blancura (como %ISO), tono y parámetros de color (luminosidad L*, tendencia al rojo a*, tendencia al amarillo b*).
Resultados y Discusión
Los papeles artesanales presentaron diferente apariencia dependiendo del tipo de materia prima debido a diferencias en la formación de las hojas, el espesor y el gramaje (Fig.1).
Se observa en la Fig. 1 que pese a los tratamientos de refinado y empastes realizados (ver materiales y métodos), la formación del papel artesanal es muy irregular. En el caso del bambú es notoria la presencia de partículas debidas a la carencia de depuración. Las hojas de fque
presentan una notable foculación de las fibras más largas, similar al limoncillo. Las hojas de papaya y canelo resultaron las más uniformes. Los problemas de mala formación y elevada rugosidad del fque y limoncillo no afectarían las propiedades del producto final si se fabrican hojas de alto gramaje (más de 100 g/m2), tipo cartulinas.
Las observaciones realizadas en el microscopio óptico indicaron que las pulpas de los diferentes papeles artesa-nales presentan fibras, elementos vasculares y parénquima de diferentes características (Fig. 2). El tamaño y forma de los elementos vasculares depende de la especie. Las células parenquimáticas son pequeñas comparativamente con los vasos y las fibras. Las células parenquimáticas en gran proporción en las pulpas, podrían afectar su resistencia mecánica y propiedades superficiales, mientras que si su proporción es baja, actúan como material de relleno o carga del papel (10, 11). La pulpa de canelo, única materia prima maderera estudiada, presenta fibras relativamente cortas con fibrilación externa, fibras rotas, finos y elementos vasculares. También se notan fibras no separadas. La pulpa de fque presenta fibras de mayor longitud respecto a las demás pulpas (2692 ± 1073 mm), con menor cantidad de elementos vasculares respecto a las otras pulpas. La de papaya tiene una mayor cantidad de elementos vasculares en comparación con las otras pulpas. En las pulpas de canelo, limoncillo y papaya se observan astillas y haces fibrosos, perjudiciales para las propiedades y el uso de la hoja, ya que son fuente de roturas e irregularidades.
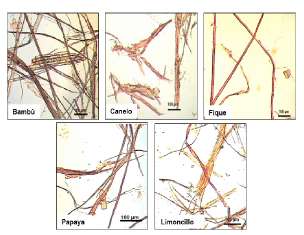
Figura 2: Fotografías de fibras obtenidas por microscopía óptica (objetivo 4X).
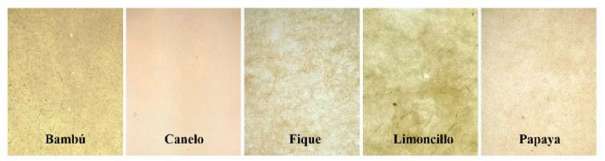
Figura 1: Aspecto de los papeles artesanales.
Las características morfológicas de las fibras juegan un papel clave en la evaluación de la idoneidad de una materia prima celulósicas para la fabricación de pulpa para hacer papel. Las fibras presentaron un buen grado de colapso y conformabilidad, contribuyendo a una menor opacidad en las hojas (10, 11). Las dimensiones de las fibras y sus valores derivados (Fieltrabilidad o Esbeltez, Flexibilidad y Runkel) tienen una gran infuencia sobre la resistencia mecánica de la pulpa y el papel (9).
La distribución de longitud de fibra para cada una de las pulpas se presenta en la Fig. 3.
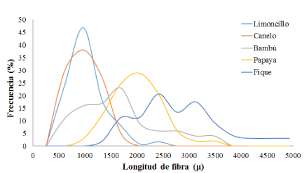
Figura 3: Distribución de longitud de fibras de las pulpas (100 fibras por cada tipo de pulpa).
El limoncillo, el canelo y la papaya muestran una distribución de longitud de fibras unimodal, lo cual no se observa para las fibras de bambú y fique, donde la distribución es multimodal. En el caso del bambú, esta particularidad podría deberse a la presencia de diferentes tipos de elementos fibrosos, provenientes de la mezcla de fibras de diferentes partes de la planta (tallo y en el caso del limoncillo también de las hojas) (26). Por el contrario, en el caso del fque, las fibras en la planta son mucho más largas, y se cortaron en el trozado realizado en forma previa a la cocción. Esto indica que la longitud de fibras que se obtenga dependerá fundamentalmente del tamaño de los trozos. El marcado desvío estándar de las mediciones de longitud de fibra de ambas materias primas refeja el amplio rango de medidas (Fig. 3 y 4). En el fque, si bien el 72% de las fibras medidas tienen una longitud comprendida entre 2050 - 3490 µ, se observa en las hojas una elevada proporción de fibras mayores a los 40000 µ. La mayor proporción de fibras de papaya (74%) tiene longitudes comprendidas entre 1690 - 2410 µ, el bambú (74%) entre 970 - 2410 µ el limoncillo (73%) y el canelo (70%) entre 970 - 1690 µ.
Un esquema comparativo de la longitud, ancho y espesor de pared de las distintas fibras se muestran en la Fig. 4. Las principales relaciones biométricas de las fibras en las diferentes pulpas se muestran en la Tabla 1.
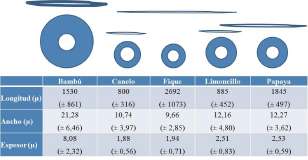
Figura 4: Representación gráfica de longitud (1/50), ancho y espesor de pared de las fibras en las pulpas de las diferentes materias primas (desvío estándar entre paréntesis).
Tabla 1: Principales relaciones biométricas de las fibras de las diferentes materias primas.
| Bambú | Canelo | Fique | Limoncillo | Papaya | |
| Índice de Fieltrabilidad (%) | 72 | 74 | 279 | 73 | 150 |
| Índice de Runkel | 3,16 | 0,54 | 0,67 | 0,70 | 0,70 |
| Índice de Flexibilidad (%) | 24 | 65 | 60 | 59 | 59 |
Las fibras de la pulpa de fque presentan mayor longitud y menor ancho en promedio y sus características son más similares a las de papaya que a las otras materias primas (Fig. 4). Los índices de fexibilidad son superiores a 50%, excepto para el bambú, por lo cual estas fibras podrían producir papeles de buenas resistencias mecánicas. Las fibras de fque y papaya presentaron elevados valores de índice de feltrabilidad debido a su gran longitud de fibras, típica de coníferas, por lo que pueden presentar elevadas resistencias pero mala formación ya que las fibras foculan y no se entraman en forma pareja (Fig. 1). Las demás fibras presentan valores de índice de feltrabilidad entre 72 - 74 indicando que su contribución a las resistencias sería satisfactoria. Los índices de Runkel se encuentran 0,50 - 1,00, a excepción del bambú, ya que el ancho y espesor de pared de sus fibras son casi el doble que los de las demás (índice de Runkel > 2). Esta característica, típica de las especies de bambú y otras cañas (27, 28) indica que las fibras de esta variedad de bambú son rígidas y poco colapsables. Todas las otras materias primas estudiadas muestran mayores índices de fexibilidad que los residuos agrícolas, como paja de trigo(índice de Flexibilidad 42), por lo que se estima que formarán hojas mejor entramadas y con mayor resistencia (9). El canelo presenta Índices de Flexibilidad y de Fieltrabilidad similares a los de las salicáceas y eucaliptos (alrededor de 60-70) y el limoncillo también por lo cual todo indicaría que debieran comportarse en forma similar, siendo bien diferentes a las otras tres materias primas (9).
Las probetas de papel elaboradas con las diferentes pulpas (estandarizadas de gramaje seco 60g/m2) para la determinación de las características físicas, se muestran en la Fig. 5.
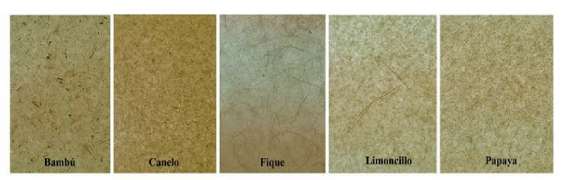
Figura 5: Hojas de laboratorio para la determinación de las características físico-mecánicas.
La comparación de las Fig. 1 y 5 evidencia la heterogeneidad en espesor y formación de las hojas elaboradas artesanalmente con respecto a las elaboradas en forma estándar. Esto indica que las propiedades de resistencia que puedan medirse en hojas de laboratorio no se refejarán necesariamente en las hojas del papel.
La Tabla 2 presenta las propiedades físicas de las pulpas de diferentes fibras. Las hojas de fque y papaya presentaron mayor densidad y por consecuencia, mejores resistencias en general. La resistencia a tracción de la pulpa de fque fue levemente superior (11%) a la de papaya y entre 2 y 3 veces más elevada que la de otras pulpas. También mostró resistencias al rasgado (entre 2 y 15 veces) y a la explosión (entre 2 y 8 veces) más altas que las de las otras pulpas. La pulpa de fque es la única que supera en propiedades a una pulpa a la soda de bagazo de caña de azúcar, comparable a las pulpas de bambú (30). Por el contrario, la bajísima resistencia al paso del aire de la pulpa de fque indica su mala formación y baja proporción de finos. La pulpa de canelo, única maderera, presentó las propiedades mecánicas más bajas, debido seguramente a su menor longitud de fibras y resistencia intrínseca de fibras (paredes más delgadas). En general, las propiedades de estas fibras son comparables a las propiedades mecánicas de una pulpa quimimecánica de eucaliptus (I. Tracción entre 17 - 30 Nm/g; I. Explosión 0,6 - 1,4 kPa m²/g; I. Rasgado 2,1 - 5,5 mN m²/g) (29).
La Fig. 6 muestra la relación entre las propiedades mecánicas y parámetros biométricos de las fibras de cada materia prima.
Tabla 2: Propiedades físicas (mecánicas y ópticas) de las pulpas de diferentes fibras (desvío estándar entre paréntesis).
| Fibras | Bambú | Canelo | Fique | Limon-cillo | Papaya | CMPP (31) | OPBC (32) |
| Gramaje [g/m²] | 57,6 (± 0,19) | 56,9 (± 0,19) | 64,1 (± 0,19) | 58,7 (± 0,19) | 59,2 (± 0,19) | 60,0 | |
| Densidad [g/m3] | 0,335 | 0,368 | 0,346 | 0,442 | 0,419 | 0,44-0,52 | |
| I. Explosión [kPa m²/g] | 0,87 (± 0,10) | 0,31 (± 0,10) | 2,37 (± 0,20) | 0,66 (± 0,10) | 1,16 (± 0,10) | 0,87-0,91 | 1,11-1,41 |
| I. Rasgado [mN m²/g] | 4,78 (± 0,41) | 1,49 (± 0,02) | 21,7 (± 3,88) | 9,02 (± 0,20) | 6,98 (± 0,65) | 2,63-3,34 | 7,50-9,22 |
| I. Tracción [N m/g] | 16,3 (± 1,43) | 7,84 (± 0,51) | 26,9 (± 1,93) | 14,1 (± 0,87) | 24,3 (± 2,45) | 21,8-22,4 | 24,6-35,0 |
| Elongación % | 1,03 (± 0,10) | 0,59 (± 0,10) | 1,98 (± 0,20) | 0,71 (± 0,10) | 1,25 (± 0,10) | 1,01-1,17 | 1,60-2,00 |
| TEA [J/m²] | 6,86 (± 0,91) | 1,41 (± 0,30) | 24,8 (± 3,02) | 3,49 (± 0,46) | 12,0 (± 2,07) | ||
| I. TEA [J/g] | 0,12 (± 0,02) | 0,02 (± 0,01) | 0,39 (± 0,05) | 0,06 (± 0,01) | 0,20 (± 0,03) | 0,12-0,14 | |
| Resistencia al paso de aire [s/100 mL] | 0,37 (± 0,00) | 0,39 (± 0,00) | 0,00 (± 0,00) | 0,38 (± 0,00) | 0,80 (± 0,10) | ||
| Blancura %ISO | 39,63 (± 0,43) | 41,65 (± 0,77) | 54,82 (± 1,13) | 52,75 (± 0,40) | 47,46 (± 0,41) | 58,2-61,2 | |
| Tono | -13,20 (± 0,44) | -14,95 (± 0,48) | -8,00 (± 2,18) | -8,13 (± 0,31) | -10,12 (± 0,51) | ||
| L* | 81,37 (± 0,32) | 82,08 (± 0,30) | 86,74 (± 0,64) | 87,36 (±0,12) | 84,78 (±0,37) | 88,7-90,1 | |
| a* | 1,65 (± 0,20) | 2,87 (± 0,13) | 1,05 (± 0,85) | 0,44 (± 0,10) | 1,06 (± 0,37) | 1,18-1,54 | |
| b* | 22,81 (± 0,07) | 21,28 (± 0,44) | 14,79 (± 1,61) | 18,11 (± 0,43) | 19,39 (± 0,77) | 13,8-14,8 |
CMPP: Pulpa quimimecánica de Populus deltoides. OPBC: Pulpa organosolv de bagazo de caña de azúcar.
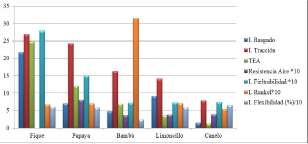
Figura 6: Figura comparativa de propiedades mecánicas de las pulpas y parámetros biométricos de las fibras de cada materia prima.
Se observa en la Fig. 6 que el único parámetro biométri-co que infuye sobre las resistencias es la Fieltrabilidad, en la cual tiene peso la longitud de las fibras. Los coeficientes de correlación de Pearson entre el Índice de Fieltrabilidad y todas las propiedades mecánicas variaron entre 0,85 y 0,98 (altamente significativo en todos los casos p<0,05).
La blancura y la luminosidad de las pulpas corresponden más a pulpas marrones que blanqueadas, lo que pone en evidencia que el sistema artesanal de blanqueo no fue efectivo y debiera ser optimizado. Los parámetros de color a* y b* (ambos positivos) muestran una fuerte tendencia hacia el amarillo-rojizo.
Los papeles de fque y papaya presentaron propiedades mecánicas similares o superiores a los papeles de referencia (CMPP y OPBC, Tabla 2). Las propiedades mecánicas de los demás papeles, principalmente el I. Tracción,fueron similares o significativamente más bajos que los papeles de referencia. Por lo tanto, la mejor forma de utilizar estas fibras en papeles artesanales sería en hojas de gramajes superiores a 100 g/m2 y sin blanquear, aprovechando su aspecto rústico y coloración natural para la fabricación de tapas o elementos decorativos.
Conclusiones
Se evaluó la potencialidad de cinco tipos de fibras no convencionales (limoncillo, canelo, bambú, papayo y fque) originarias de Colombia para la fabricación de papel artesanal. Se obtuvieron pulpas a la soda y se evaluaron sus características microscópicas y propiedades físicas (mecánicas y ópticas).
Las fibras de fique resultaron de longitud similar a las de coníferas (aproximadamente 2,5 mm), mientras que el canelo, único recurso maderero estudiado, es una latifoliada típica (0,8 mm). Las demás fibras presentan características intermedias. El coeficiente de fexibilidad de las fibras no es muy bueno (60-65) y el Runkel indica fibras poco colapsables (0,5-0,7 en todas menos el bambú, que todavía más rígida). La correlación entre el Índice de Fieltrabilidad y todas las resistencias fue altamente significativa en todos los casos.
Las propiedades papeleras resultaron en general, más bajas que las propiedades de pulpas químicas convencionales (similares a las de una pulpa quimimecánica de eucaliptus), pero es posible que mejoren ajustando el refino. En caso de no mejorar el sistema manual de depuración, esto también disminuiría la cantidad de astillas presentes en las pulpas. La carga alcalina aplicada fue muy elevada por lo que el blanqueo no fue efectivo y las pulpas resultaron muy coloreadas.
Debido a su baja resistencia o mala formación, la mejor forma de utilizar estas fibras en papeles artesanales sería en hojas de gramajes superiores a 100 g/m2 y sin blanquear, aprovechando su aspecto rústico y coloración natural para la fabricación de tapas o elementos decorativos.
Agradecimientos
A Jorge Machuca, por su colaboración en los análisis microscópicos.
Bibliografía
1. Dwivedi, A. K., Dangayach, G. S. Handmade paper industry Experience of Indian manufacturing units. Int. J. Bu-siness Innovation and Research, 7(3), 318-339 (2013). [ Links ]
2. Hubbe, M. A., Bowden, C. Handmade paper: A review of its history, craft, and science. BioResources 4(4), 1736-1792 (2009). [ Links ]
3. Studley, V. The Art and Craft of Handmade Paper. Dover Publications Inc.; New edition(2012). [ Links ]
4. Singh, S.N., Chauhan, S. Handmade paper in the context of green, clean and closed loop system. Journal of Indian Pulp and Paper Technical Association (IPPTA), 14(4), (2000). [ Links ]
5. Atchison, J.E. Twenty-fve years of global progress in non- wood plant fibre pulping Historical highlights, present status and future prospects. Pulping Conference, 1-5 de octubre de 1995, Chicago, IL, Estados Unidos, Tappi Proceedings, Book 1, p. 91-101. Atlanta, GA, Estados Unidos, Tappi Press. [ Links ]
6. Benitez, J.B., Koga M.E.T., Otero D'Almeida, M.L., Felissia, F.E., Park S,W., Area, M.C. Ofice paper recyclability: Fibrous characteristics. O Papel, 75(7),48-53 (2014). [ Links ]
7. Pande, H. Non-wood fibre and global fibre supply. Unasylva 193:66 (1998). [ Links ]
8. Tomasko, N. N. Traditional handmade paper in china today: Its production and characteristics. En: The History and Cultural Heritage of Chinese Calligra-phy, Printing and Library Work, Allen, S. M., Zuzao, L., Xiaolan, C., Bos, J. (Eds.), De Gruyter, 147-156 (2010). [ Links ]
9. Area, M. C., Popa, V. Wood Fibres for Papermaking. Area, M. C., Popa, V. editors. Shawbury, Shropshire, UK: Smithers Pira Limited; 2014. 120 p. [ Links ]
10. Kaur, H., Dutt, D. Anatomical, morphological and chemi-cal characterization of lignocellulosic by-products of lemon and sofa grasses obtained after recuperation of essential oils by steam distillation. Cellulose Chemis-try and Technology 47 (1-2), 83-94 (2013). [ Links ]
11. Kaur, H., Dutt, D., Tyagi C. H. Optimization of soda pulping process of lignocellulosic residues of lemon and sofa grasses produced after steam distillation. BioResour-ces 6 (1), 103-120 (2010).
12. Fisher, J. B. The vegetative and reproductive structure of papaya (Carica papaya). Lyonia 1,191-208 (1980).
13. Kempe, A., Lautenschläger, T., Lange, A., Neinhuis, C. How to become a tree without wood - biomechanical analysis of the stem of Carica papaya L. Plant Biology 16(1), 264-271 (2014).
14. Moreno Montoya, L. E., Serna Osorio, L. R., Trujillo de los Ríos, E. E. Estudio de las propiedades mecánicas de haces de fibra de Guadua angustifolia. Ingeniería y Desarrollo, 20, 125-133 (2006).
15. Costa Correia, V., Silva Curvelo, A.A., Marabezi, K., Souza Almei-da, A. E. F. , Savastano Junior, H. Bamboo cellulosic pulp pro-duced by the ethanol/water process for reinforcement applications.Ciencia Florestal 25(1), 127-135 (2015).
16. Lautenschläger, T., Kempe, A., Neinhuis, C., Wagenführ, A., Siwek, S. Not Only Delicious: Papaya Bast Fibres in Biocom-posites. BioResources 11(3), 6582-6589 (2016).
17. Kempe, A., Göhre, A., Lautenschläger, T., Rudolf, A., Eder, M., Neinhuis, C. Evaluation of Bast Fibres of the Stem of Carica papaya L. for Application as Reinforcing Material in Green Composites. Annual Research & Review in Biology 6(4), 245-252 (2015).
18. Altoé, G. R., Netto, P. A., Teles, M. C. A., Borges, L. G. X., Margem,
F. M., Monteiro, S. N. Tensile strength of epoxy composites reinforced with Fique fibers. TMS 2016: 145th Annual Meeting and Exhibition, 391-396 (2016).
19. Maranon, A., Sanabria, Y., Contreras, M. F. , Hormaza, W. Impact performance of natural fque-fiber reinforced composi-tes. ASME International Mechanical Engineering Con-gress and Exposition, Proceedings, 8, 897-898 (2009).
20. Posada, J. C., Jaramillo, L. Y., Cadena, E. M., García, L. A. Bio-based composites from agricultural wastes: Polylac-tic acid and bamboo Guadua angustifolia. Journal of Composite Materials 50(23), 3229-3237 (2016).
21. Ramirez, F. , Maldonado, A., Correal, J. F., Estrada, M. Bam-boo-Guadua Angustifolia kunt fibers for green composites.18th International Conference on Compo-sites Materials, ICCM (2011).
22. Teixeira, M.B.D., Oliveira, R.A., Gatti, T.H., Suarez, P.A.Z.O Papel: Uma Breve Revisão Histórica, Descrição da Tecnolo-gia Industrial de Produção e Experimentos para Ob-tenção de Folhas Artesanais. Rev. Virtual Quim., 9(3), 1364-1380 (2017).
23. Mohmod, A.L., Mustafa, M.T. Variation in anatomical properties of three Malaysian bamboos from natural stands. Journal of Tropical Forest Science 5(1), 90-96 (1992).
24. Popo, M.A. Elaboración de papel artesanal a partir de vástago de plátano. Investigaciones Unicomfa-cauca, 6 (2012), http://www.unicomfacauca.edu.co/ revista/?q=article_12_5
25. Popo, M.A. Elaboración de papel artesanal a partir de fibras de guadua. Investigaciones Unicomfacau-ca, 9 (2015), http://www.unicomfacauca.edu.co/ revista/?q=articulo_itc2015_87_91
26. Mustafa, M.T., Wahab, R., Sudin, M., Sulaiman, O., Kamal, N.A.M., Khalid, I. Anatomical and microstructures features of tropical bamboo Gigantochloa brang, G. levis, G. scote-chinii and G. wrayi. International Journal of Forest, Soil and Erosion, 1 (1), 25-35 (2011).
27. Ververis, C., Georghiou, K., Christodoulakis, N., Santas, P. , Santas, R. Fiber dimensions, lignin and cellulose content of various plant materials and their suitability for paper production. Ind Crops Prod, 19, 245-254 (2004).
28. Kiaei, M., Samariha A., Kasmani, J., Characterization of bio-metry and the chemical and morphological properties of fibers from bagasse, corn, sunfower, rice and rape-seed residues in Iran. African Journal of Agricultural Research, 6(16), 3762-3767 (2011).
29. Agnihotri, S., Dutt, D., & Tyagi, C. Complete characterization of bagasse of early species ofSaccharum oficinerum-co 89003 for pulp and paper making. BioResources, 5(2), 1197-1214, (2010).
30. Felissia, F.E., Area, M.C. Pulpa mecánica al peróxido alcalino (APMP) de Eucalyptus dunnii. Congreso ATCP, Concepción, Chile (2007).
31. Villegas, M.S., Monteoliva, S.E., Achinelli, F.G., Felissia, F.E., Area, M.C. Efects of Weed Control and Fertilization on Wood and Chemi-mechanical Pulp Properties of a Populus deltoidesClone. BioResources 9 (1): 801-815 (2014).
32. Area, M.C., Felissia, F.E., Núñez, C.E., Gavazzo, G.B., Aguilar, S.E. Pulpado hidroalcóholico de alto rendimiento de bagazo de caña. III: Fabricación de cartones. Centro Azúcar 33(3): 34-42 (2016).
Recibido: 07/12/2017. Aprobado: 01/10/2018.

