











 Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Similares em
SciELO
Similares em
SciELO 
 Permalink
Permalink
Introducción
Actualmente en Argentina, la extracción de hidrocarburos no convencionales se encuentra en auge, motivado por la creciente explotación del yacimiento “Vaca muerta”, en la provincia de Neuquén, Argentina (Cantamutto, 2020). Uno de los recursos fundamentales para el desarrollo de esta actividad son los denominados agentes de sostén. Hoy en día, es posible encontrar una gran variedad de material sintéticos para la apertura y apuntalamiento de fracturas en la extracción de hidrocarburos no convencionales; sin embargo, dada su gran disponibilidad y relativo bajo costo, la arena de sílice es el agente de sostén de mayor utilización en esta industria (Rodriguez Medina et al., 2019). Para que pueda utilizarse como material de soporte, la arena debe componerse de partículas limpias, esféricas, resistentes y de una granulometría específica, variable en función de cada pozo, que dependerá de características propias, como lo son su permeabilidad y presión de cierre (Salgado Riquelme, 2017).
Para convertir el suelo arenoso en un material apto para su utilización en la fractura hidráulica, luego de extraerlo y transportarlo a una planta de procesamiento, es preciso lavarlo para eliminar las partículas de tamaño limo y arcilla (< 75 µm). Luego, la arena limpia es cribada en tamices con diferentes aperturas de malla y clasificada según el tamaño de sus partículas (Bleiwas,2015). Este proceso genera dos subproductos principales: arena limpia que no cumple con la distribución granulométrica requerida para su utilización en fractura hidráulica; y suelo sedimentario fino, obtenido tras el secado del agua remanente del lavado de las arenas. La demanda creciente de arena para fracking plantea la necesidad de dar disposición final a los residuos producidos por la minería de arena en el país, siendo una posible alternativa emplearlos en la fabricación de elementos constructivos de baja energía incorporada, como los son aquellos producidos con tierra como material preponderante (Yepes González & Bedoya-Montoya, 2023).
En las últimas décadas, el uso de la tierra como material de construcción ha experimentado un renovado interés e impulso debido a sus propiedades higrotérmicas y ambientales, entre ellas la baja utilización de energía requerida durante su proceso de transformación y la posibilidad de adquirir la materia prima en la región próxima a la obra (Hegyi et al., 2016). Numerosos análisis bioclimáticos y estudios de las propiedades térmicas de las envolventes de tierra indican que los edificios construidos con este material alcanzan un mayor confort térmico (Cabrera et al., 2023; Costantini Romero & Francisca, 2022; Cuitiño et al., 2020; Wieser-Rey et al., 2019) y un mejor comportamiento frente a la higroscopicidad del muro (Arrigoni et al., 2017; Cuitiño & Esteves, 2022) en comparación con muros construidos con materiales tradicionales como el hormigón o ladrillo cerámico macizo. Estos trabajos, junto al corpus de antecedentes relacionados con el análisis de huella de carbono y consumo energético de las construcciones con tierra (Ansah et al., 2020; Cabrera, Aranda Jiménez, et al., 2020; Fernandes et al., 2019; Hegyi et al., 2016) sostienen la conveniencia de las construcciones de tierra por su sustentabilidad a lo largo de todo su ciclo de vida.
Existen numerosas técnicas y sistemas constructivos que utilizan tierra como materia prima, siendo las más utilizadas actualmente en Argentina aquellas técnicas de albañilería que emplean componentes prefabricados de pequeñas dimensiones -denominados “mampuestos”-, producidos previamente a la construcción de la vivienda (Dorado et al., 2021). Estos componentes se adhieren entre sí empleando morteros también constituidos con tierra. Las principales tecnologías que exponen estas cuestiones en el país son la mampostería de adobe y la mampostería de Bloques de Tierra Comprimida (BTC).
El adobe es un mampuesto que se fabrica mediante el moldeo manual o mecanizado de una mezcla de tierra en consistencia plástica (barro) dentro de moldes -generalmente de madera- que se retiran de manera inmediata. Luego, se dejan secar a la intemperie durante varios días, protegidos del sol directo y la lluvia, hasta que pueda ser utilizado, pudiendo contener paja u otro material que mejore su estabilidad y evite la aparición de fisuras durante este proceso. La mampostería de adobe y sus cubiertas asociadas, protagonistas de sistemas artesanales de construcción, siguen vigentes a escala global, en algunas regiones como la principal o única posibilidad para edificar (Saiquita & Tomasi, 2019; Neves & Borges Farías, 2011).
Por otro lado, el BTC es un mampuesto fabricado mediante la compresión de una mezcla de tierra en consistencia semisólida, generalmente estabilizada con cal o cemento, en el interior de una prensa específicamente diseñada para tal fin (cuyo accionamiento puede ser manual o automatizado, dependiendo del nivel de producción requerido). La forma de estos bloques es variada y depende de la matriz empleada durante su fabricación, pudiendo ser macizos, huecos o encastrables (Cabrera et al., 2020).
Existen numerosas publicaciones y líneas de investigación específicas sobre las tecnologías de BTC y adobes (Cabrera, 2022; Costantini Romero et al., 2021; Turco et al., 2021), siendo de particular interés para este trabajo aquellas abocadas el estudio de las propiedades físicas, químicas y mecánicas de mampuestos de tierra producidos con residuos industriales. En lo que respecta a la fabricación de adobes, pueden destacarse los estudios realizados sobre la utilización de residuos molidos de la industria ladrillera y la agroindustria de la yuca (Kumanan & Sofi, 2023), residuos de plantas de tratamientos de efluentes cloacales (Minh Trang et al., 2021), residuos de polímeros reforzados con fibra de vidrio (Gandia et al., 2019) y residuos de la industria porcina (Concha-Riedel et al., 2020). En lo que respecta a la producción de BTC con residuos industriales, se enfatizan las investigaciones realizadas sobre el empleo de materiales de descarte generado en canteras de áridos (Flament, 2012), residuos producidos por la industria petrolera (Khalifa et al., 2021), escombros generados durante la demolición de edificios (Malkanthi et al., 2021) y residuos de la minería de hierro (Nagaraj & Shreyasvi, 2017); como aquellas investigaciones abocadas al estudio de la estabilización de BTC con residuos de la industria ladrillera (Bediako, 2018; Cabrera et al., 2022), azucarera (Lima et al., 2012), arrocera (Laguna, 2011) y siderúrgica (Hanya et al., 2021).
El objetivo de este trabajo consiste en evaluar la factibilidad técnica de emplear el material de descarte generado por la minería de arena destinada a la industria del oil and gas en Argentina para producir BTC y adobes. Para este fin, se caracterizaron los subproductos generados por una mina en la provincia de Río Negro (Argentina) y se confeccionaron con ellos diferentes series de probetas; sobre las cuales se determinó su retracción por secado, densidad seca, resistencia a compresión y resistencia a erosión húmeda. Con la realización de estos ensayos se buscó identificar una dosificación que minimice la retracción por secado de los elementos constructivos y maximice, tanto la durabilidad como la resistencia a compresión de los adobes y BTC producidos.
Materiales y métodos
Materiales
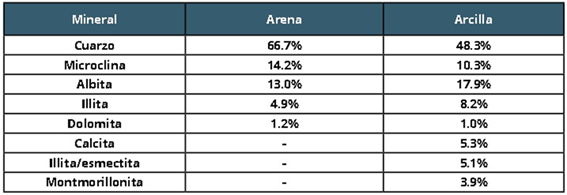
Los materiales empleados en este trabajo provienen de una empresa minera abocada a la extracción de suelo arenoso en la provincia de Río Negro (Argentina), y a su adecuación y comercialización para ser utilizado como material de soporte en el yacimiento “Vaca Muerta” (Argentina). Específicamente, se utilizó la arena limpia que no cumple con la distribución granulométrica requerida para su utilización en la fractura hidráulica, y el suelo sedimentario fino obtenido en la etapa de lavado de las arenas. De ahora en adelante, y a los fines prácticos de este trabajo, se denominará a estos materiales como arena y arcilla, los cuales se exponen en la Figura 1, y cuya composición mineralógica, determinada mediante ensayos DRX realizados por la empresa minera, pueden apreciarse en la Tabla 1.
Para la estabilización de las probetas de adobe se empleó, además de la arcilla y arena, paja de trigo adquirida en las proximidades de la ciudad de Santa Fe (Arg.), cortada en longitudes comprendidas entre los 3 cm y los 5 cm (ver Figura 1). Finalmente, para la estabilización de algunas series de probetas de BTC, se empleó cemento Portland tipo CPC 40, según la clasificación de la norma IRAM 50000:2019.

Fig. 1: En orden, arcilla, arena y paja cortada, empleados en la confección de las diferentes series de probetas.
Caracterización de los materiales
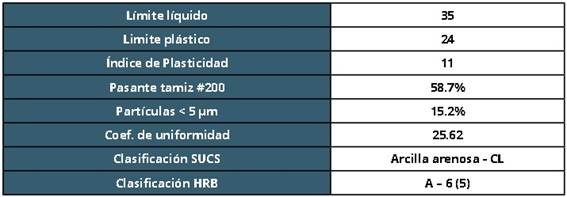
Para conocer la plasticidad de la arcilla se determinó sobre la fracción pasante por el tamiz #40 (apertura de 0.43 mm) el límite líquido, límite plástico e índice de plasticidad, siguiendo el procedimiento establecido por la norma IRAM 10501:2007. Además, para determinar el contenido porcentual, en peso seco, de partículas con tamaño inferior a 75 µm, se realizó el tamizado por vía húmeda estipulado por la norma IRAM 10507:1986. Finalmente, para estimar el contenido de partículas de tamaño arcilla (< 5 µm) de esa fracción fina, se realizó el ensayo de sedimentación estipulado por la norma ASTM D7928:2021, empleando un hidrómetro normalizado tipo 151H. Para la realización de dicho ensayo se preparó 1 l de suspensión coloidal con 50 g de arcilla seca y agua destilada, incorporando 2.5 ml de hexametafosfato de sodio al 40% m/v como agente dispersante.
En lo que respecta a la arena, se determinó su distribución granulométrica mediante análisis mecánico de materiales granulares estipulado por la Norma IRAM 10512:1977. Finalmente, con los resultados de los ensayos granulométricos, se determinó tanto para la arena como para la arcilla, el coeficiente de uniformidad de la granulometría (Braja M.D., 2001).
Confección de probetas preliminares
Uno de los parámetros fundamentales que rigen la fabricación de adobes es la contracción ocurrida durante su proceso de secado que, de no controlarse adecuadamente, provoca la aparición de fisuras. Por este motivo, para evaluar la retracción de la arcilla y conocer el efecto de la incorporación de arena y paja en ella, se realizó el ensayo de retracción estipulado por la norma neozelandesa NZS 4298:98. Para ello, se moldearon 6 series de probetas con diferentes contenidos de arena, paja y agua (la cantidad requerida para alcanzar el estado plástico), cuyas dosificaciones pueden apreciarse en la Tabla 2, donde el porcentaje de agua se refiere al peso seco total de los materiales (arcilla + arena + paja). Los moldes empleados para la confección de estas probetas fueron de 285 x 38 x 38 mm.
Luego de permanecer 7 días en ambiente de laboratorio, para finalizar el proceso de secado las probetas se llevaron a estufa a 105°C durante 24 hs, tras lo cual se pesaron y midieron, determinando así la retracción lineal y densidad seca de cada serie. En la Figura 2 puede apreciarse la retracción ocurrida sobre las probetas de la serie A 2 (75% arcilla y 25% arena) durante el proceso de secado.
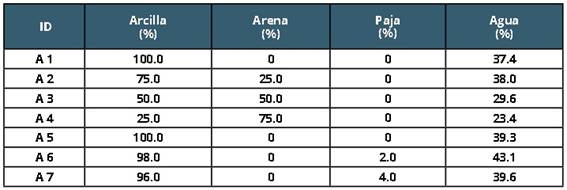

Fig. 2: Probetas de las series A 2 inmediatamente lego de ser moldeadas (izquierda) y una vez finalizado el proceso de secado (derecha).
De la misma manera, con el objetivo de encontrar la relación óptima de arcilla y arena, y evaluar el efecto de la estabilización con cemento portland en la resistencia a compresión de los BTC, se confeccionaron en una primera instancia, probetas cilíndricas comprimidas de 5 cm de diámetro y 10 cm de altura, adoptando como parámetros de diseño una densidad final de 1.7 g/cm3 y una tasa de compresión del 40%. Se moldearon 6 series, cada una de ellas constituida por 3 probetas cilíndricas, cuyas dosificaciones pueden apreciarse en la Tabla 3.

Tabla. 3: Dosificaciones empleadas para evaluar la resistencia a compresión de las mezclas para aBTC.
El procedimiento empleado para la confección de cada una de estas probetas fue el siguiente: el material requerido para cada serie (según la dosificación correspondiente) se mezcló de manera manual, primero en seco y luego incorporando el agua requerida para alcanzar el porcentaje de humedad requerido. A continuación, se colocó dentro del molde cilíndrico la cantidad necesaria para alcanzar la densidad seca establecida. Luego, con ayuda de un pistón hidráulico se comprimió el contenido del molde para llevarlo desde su altura inicial de 17.5 cm hasta una altura final de 10 cm, garantizando así una tasa de compresión del 40%. Finalmente, con la ayuda del mismo pistón, se desmoldó la probeta y se registraron su peso, diámetro y altura. El curado de las probetas estabilizadas con cemento (series B 4 y B 5) se realizó humedeciéndolas con agua y manteniéndolas envueltas en un film de polietileno durante 7 días. El resto de las series, por no contener cemento, se dejó secar en ambiente de laboratorio.
Una vez transcurrido el periodo de curado y secado, para garantizar que se encontrasen completamente secas, las probetas se llevaron a estufa a 105 °C por 24 hs, luego de lo cual se evaluó su resistencia a compresión, empleando como normativa de referencia la VN E-33:1967, ejecutando el ensayo sin encabezar las probetas y adaptando la velocidad de carga para que la rotura suceda entre 1 y 2 minutos luego de comenzado el ensayo.
Confección de adobes y BTC
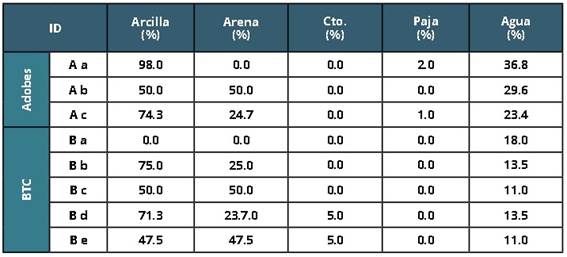
Tras evaluar las dosificaciones cuya retracción fuese admisible, se confeccionaron 3 series de adobes empleando moldes de 30 x 14 x 10 cm, cada una de ellas comprendida por 4 unidades. Una de las series fue estabilizada con 50% de arena, otra con un 2% de paja y otra con una fracción de ambos. De la misma manera, empleando una prensa manual Altech Geo 50, se produjeron 5 series de BTC de 29 x 14 x 8.8 cm replicando las 5 series de probetas cilíndricas. Por cada serie se produjeron 3 BTC, los cuales fueron cortados en dos mitades, generando así 2 probetas por bloque.
En la Tablas 4 pueden apreciarse las dosificaciones empleadas en las diferentes series de adobes y BTC, mientras que en la Figura 3 se exponen algunos de los BTC y adobes confeccionados.

Resistencia a compresión y resistencia erosión húmeda
Una vez transcurrido el periodo de secado de los adobes y de curado y secado de los BTC, se efectuó el corte en mitades antedicho, determinándose luego la resistencia a compresión de cada medio mampuesto, siguiendo el protocolo estipulado por la norma española UNE-EN 41410:2008. Dadas las condiciones de las probetas, el ensayo se realizó sin encabezado, emparejando únicamente la superficie de las caras superiores e inferiores con papel de lija para eliminar cualquier irregularidad, y adaptando la velocidad de carga para que la rotura suceda entre 1 y 2 minutos luego de comenzado el ensayo. Todas las probetas se ensayaron secas con 28 días de edad y, en el caso de las probetas de BTC estabilizadas con cemento, éstas fueron curadas por 7 días a una humedad relativa del 100%, permaneciendo los restantes 21 días en ambiente de laboratorio, a una humedad relativa del 50% y 21 °C de temperatura. Finalmente, para garantizar que se encontrasen completamente secas, todas las probetas se llevaron a estufa a 105 °C por 24 hs antes de ser ensayadas.
Para evaluar la resistencia a erosión húmeda de cada serie de mampuestos, se realizó el ensayo de caída de agua estipulado por la norma UNE-EN 41410:2008, para lo cual se introdujo cada probeta (medio adobe o medio BTC) dentro del equipo de ensayo, dejando una de sus caras expuesta a un chorro continuo de agua. El tiempo de exposición de las probetas fue de 2 minutos, con excepción de las probetas de BTC estabilizadas con 5%, cuyo tiempo de exposición fue de 10 minutos. Luego de la realización del ensayo, se midió la profundidad del patrón de erosión con una varilla metálica de 1 mm de diámetro.
Resultados
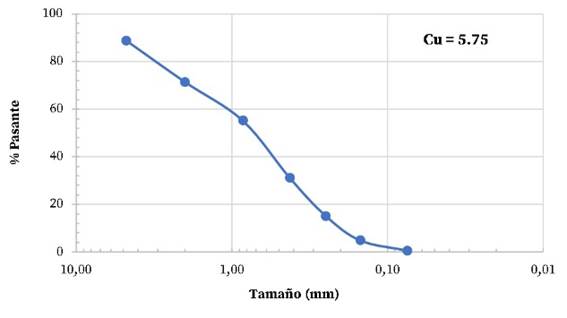
Respecto a la caracterización de los materiales, en la en la Tabla 5 se expresan los resultados de los ensayos de caracterización realizados sobre la arcilla; mientras que en la Figura 4 se muestra la distribución granulométrica de la arena y su coeficiente de uniformidad granulométrica (Cu).
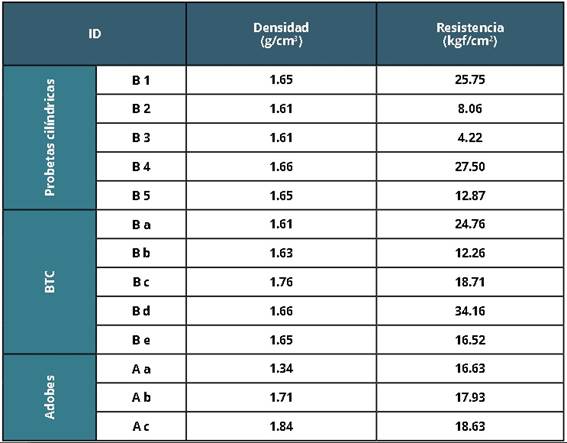
Respecto a las probetas preliminares, en la Tabla 6 se resumen los resultados de los ensayos de retracción, indicando la retracción lineal -expresada en porcentaje de la longitud inicial- y la densidad seca de cada serie de probetas, pudiendo apreciarse en la Figura 5 la condición final de todas las muestras confeccionadas una vez finalizado el proceso de secado. Finalmente, en la Tabla 7 se presenta la resistencia a compresión y densidad seca de cada una de las series de probetas cilíndricas, como así también de las probetas constituidas por medio mampuesto de BTC y adobe. Finalmente, en la Figura 6 se presenta la resistencia a erosión húmeda de adobes y BTC.
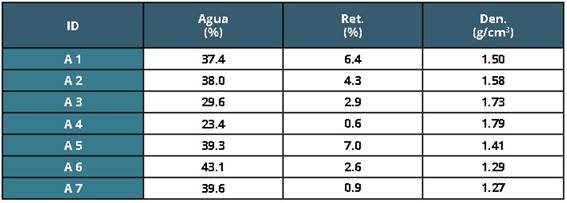
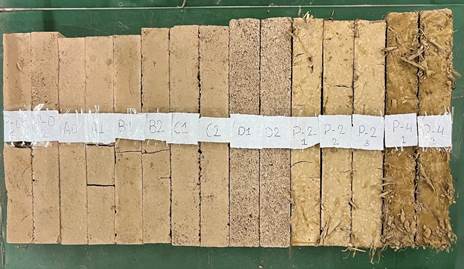
Fig. 5: Condición final de las probetas empleadas en el ensayo de retracción una vez finalizado el proceso de secado.

Discusión
Materiales
Evaluando los resultados de los ensayos de caracterización realizados sobre la arcilla (Tabla 1), puede confirmarse que el material generado como subproducto del lavado de las arenas es, según el Sistema Unificado de Clasificación de Suelos (IRAM, 1982), una Arcilla de Baja Plasticidad (CL). Desde el punto de vista granulométrico, los ensayos indican que la misma posee un 40.3% de arena fina, un 43.5 % de limo y un 15.2 % de partículas de tamaño arcilla. Tales resultados son congruentes con el estudio mineralógico del suelo, constituido en un 48.2% de cuarzo -coincidente con el elevado contenido de arena fina-, y un 17.2 % de filosilicatos o minerales del grupo de las arcillas: illita, illita/esmectita y montmorillonita. El resto de los minerales, que componen el 34,4 % del suelo (albita, microclina, calcita y dolomita), no presenta propiedades plásticas al interactuar con agua (Do Campo & Collo, 2018).
En lo que respecta a la arena, en la Figura 6 puede apreciarse como su distribución de tamaños puede considerarse como bien graduada, contando con partículas de diferentes tamaños. Además, posee un 11.15% de partículas consideradas grava (tamaño mayor a 4.75 mm). Esta distribución es óptima para utilizarla en la corrección granulométrica de la tierra, minimizando la retracción por secado y aumentando la resistencia a compresión de las mezclas de tierra (Neves & Borges Farías, 2011).
Adobes
En lo que respecta a los resultados del ensayo de retracción, empleado para evaluar las dosificaciones más adecuadas para la confección de adobes, pueden apreciarse en la Figura 7 los efectos de la incorporación de arena y paja en las mezclas. En ella se observa como la cantidad de agua requerida para alcanzar una consistencia adecuada para el moldeo disminuye con el contenido de arena de la mezcla y se mantiene constante con el contenido de paja. Además, puede apreciarse como la densidad final de las probetas aumenta con el contenido de arena y disminuye con el contenido de paja. Finalmente, tanto la incorporación de arena como paja disminuyen de manera significativa la retracción por secado de las mezclas.
La evaluación de las gráficas de la Figura 7 permite entender que, para evitar la aparición de fisuras por retracción en los adobes, es necesario estabilizar la arcilla con arena, paja o una mezcla de ambos. Sin embargo, contenidos de arena superiores al 50% generan un material que se desgrana con mayor facilidad, mientras que contenidos de paja superiores al 2% producen un material difícil de mezclar y moldear, con grandes heterogeneidades. Es por este motivo que las series de adobes producidas emplearon un 50% de arena (A a), un 2% de paja (A b) y una combinación de paja y arena (A c).
Evaluando los resultados de la Tabla 7 puede apreciarse como, a pesar de existir diferencias en las densidades medias de las distintas series de adobes, presentando la serie estabilizada con 2% de paja la más baja, la resistencia media a compresión de las 3 es similar, encontrándose entre los 16.63 y 18.63 kgf/cm2. Es importante indicar que estas resistencias superan el mínimo de 10 kgf/cm2 y 12 kgf/cm2 requerido para adobes portantes por las normas brasilera (ABNT, 2020) y salvadoreña (OSARTEC, 2014), y el estándar más exigente de 15 kgf/cm2 recomendado por la Red Argentina de Construcción con Tierra (Red Protierra Argentina, 2020).

Figura 7: Variación del contenido de agua requerido para alcanzar la consistencia de moldeo, la densidad seca final y la retracción lineal de las dosificaciones propuestas en función del contenido de arena y paja.
Finalmente, en lo que respecta a la resistencia a erosión húmeda, puede indicarse que, dado el elevado deterioro experimentado por las probetas ensayadas (Figura 6), ninguna de las series producidas es apta para utilizarse en muros exteriores sin revestimiento. Sin embargo, es importante indicar que las series estabilizadas con paja presentaron un mejor desempeño que las estabilizadas únicamente con arena.
BTC
En la Figura 8 se contrastan las resistencias medias a compresión de las probetas cilíndricas con la de los BTC producidos con sendas dosificaciones. En ella puede apreciarse como, con excepción de las serie B 1 y B a, cuyas resistencias son similares, en todos los casos la resistencia de los BTC es superior a las de sus homólogas cilíndricas, lo cual es congruente dada la esbeltez de las probetas ensayadas (Cabrera & González., 2020).
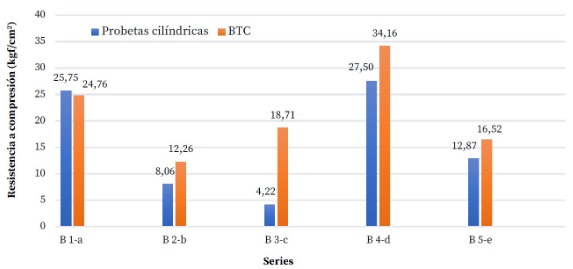
En la Figura 8 puede apreciarse además como, con excepción de la serie de BTC B c, a mayor contenido de arena, se obtiene menor resistencia. Esto puede entenderse de la siguiente manera: a pesar de que la arena adicionada en la estabilización pose una adecuada distribución granulométrica, dado que la arcilla empleada en la fabricación de los BTC ya posee aproximadamente un de 41% de arena fina y solo un 15% de finos, el reemplazo parcial de arcilla por arena genera mezclas con un contenido real de partículas de arcilla, responsables de la cohesión, muy bajo. La excepción de la serie B c puede explicarse por su elevada densidad, más de 0.10 g/cm3 superior a la del resto (ver Tabla 7), y la incidencia de esta propiedad en la resistencia a compresión de los BTC (González López et al., 2018; Mansour et al., 2017). Dado que las series de probetas cilíndricas fueron moldeadas por densidad controlada, todas ellas presentan densidades similares; por el contrario, los BTC fueron moldeados empleando equipamiento industrial con un mecanismo de carga del molde por volumen (en lugar de carga por peso), lo cual explica la variación en las densidades finales de los BTC.
Es preciso indicar que únicamente los BTC de la serie de control y la serie producida con una relación arcilla/arena de 75/25 y estabilizada con un 5% de cemento (serie B d) presentan una resistencia a compresión superior a 20 kgf/cm2, resistencia mínima requerida por gran parte de la normativa internacional (AFNOR, 2017; ICONTEC, 2005; NMAC, 2009; SNZ, 1998) correspondiente, y la recomendad por la Red Argentina de Construcción con Tierra (Red Protierra Argentina, 2020).
Finalmente, en lo que respecta a la erosión húmeda de los BTC, en la Figura 6 puede advertirse como las series de BTC que no poseen cemento Portland son extremadamente vulnerables al efecto abrasivo del agua, siendo completamente perforados por ella en menos de 1 minuto. La incorporación de un 5% de cemento incrementa drásticamente la resistencia a erosión húmeda de los BTC, siendo estas series de bloques los únicos que cumplieron con los parámetros estipulados por la normativa correspondiente (AENOR, 2008; SNZ, 1998) dejándose expuestos el doble de tiempo que el resto de las probetas, un total de 10 minutos.
Conclusiones
La evaluación de los resultados obtenidos en esta investigación permite concluir que, combinando la arcilla y arena generados como subproductos de la minería de arena para la industria del oil and gas en la provincia de Río Negro (Argentina), es posible elaborar adobes y BTC que cumplan con los requerimientos estipulados por la normativa internacional y las recomendaciones nacionales para este tipo de elementos constructivos.
El elevado índice de retracción por secado de la arcilla estudiada, cercano el 7%, plantea la necesidad de estabilizarla granulométricamente mediante la incorporación de arena y fibras vegetales para poder emplearla como materia prima en la confección de elementos constructivos de tierra.
Los resultados de este trabajo indican que la dosificación más adecuada para la confección de adobes con los subproductos estudiados debe contener, en peso, un 74.25% de arcilla, un 24.75% de arena y un 1% de paja. Los adobes fabricados con esta proporción de materiales presentan una resistencia a compresión de 18.63 kgf/cm2, lo cual permite utilizarlos en la construcción de muros portantes. Sin embargo, dada su baja resistencia a la erosión húmeda, los muros exteriores construidos con estos adobes deberán protegerse de la lluvia mediante la utilización de aleros o revoques.
En lo que respecta a los BTC, en virtud de los resultados de los ensayos efectuados, se recomienda producirlos empleando (en peso) un 71.3% de arcilla, un 23.7% de arena y un 5% de cemento Portland. De esta manera, pueden producirse bloques con una resistencia a compresión superior a 30 kgf/cm2 y una elevada resistencia a la erosión húmeda, lo cual los hace aptos para emplearse en muros de carga y muros exteriores, sin necesidad de protegerlos con aleros o revoques.

