










Serviços Personalizados
Journal

Artigo
 Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares em
SciELO
Similares em
SciELO
Compartilhar

 Permalink
PermalinkRevista de Ciencia y Tecnología
versão On-line ISSN 1851-7587
Rev. cienc. tecnol. no.33 Posadas jun. 2020
Articulos
Biorefinería para producir bioplástico y proteína a partir de suero de leche utilizando el simulador ASPEN
Biorefinery to produce bioplastic and protein from whey using the ASPEN simulator
Biorefinaria para produzir bioplástico e proteína dosoro do leite usando o simulador ASPEN
Flávia F. Wándega1, *, Eduardo R. Braga1, Sérgio Roberto G. S. Filho2,Fernanda F. Wándega 3, Luiz Antonio M. Pontesi, Regina F. Viannai
1- Universidade Federal da Bahia (UFBA), Programa de Pós-Graduagao em Engenharia Química (PPEQ). Bahia, Brazil.
2- Universidade Federal da Bahia (UFBA), Graduagao em Engenharia Química. Bahia, Brazil.
3- Universidade Federal da Bahia (UFBA), Graduagao em Engenharia Civil. Bahia, Brazil. * E-mail: flavia_wandega@hotmail.com
Recibido el 23 de diciembre de 2018, Aprobado el 9 de noviembre de 2019.
Resumen
El objetivo del trabajo fue evaluar la viabilidad técnica y económica de instalar una biorefinería integrada a una industria láctea para usar los efluentes de suero de leche y producir bioplástico polihidroxibutirato (PHB) y proteína. Basado en la literatura científica, se establecieron las operaciones unitarias del proceso de producción de PHB y proteína con el Simulador Aspen Plus versión 8.8. Se usaron cepas recombinantes de Escherichia coli para la biosíntesis metabólica de PHB con solvente de carbonato de propileno y ultrafiltración para extraer la proteína. Desde el punto de vista técnico y económico, la instalación de una biorefinería integrada a una industria láctea que procesa como mínimo 250000 L de leche por día fue viable.
Palabras clave: Biorefinería; Bioplástico; Proteína; Suero de leche; Simulador Aspen.
Abstract
The aim of this work was to evaluate the technical and economic feasibility of installing a biorefinery, capable of being integrated into the dairy industry to use whey effluents and to produce bioplastic polyhydroxybutyrate (PHB) and protein. Based on scientific literature, the unit operations of the PHB and protein production processes were established through the Aspen Plus Simulator, 8.8 version. Escherichia coli recombinant strains were used for the metabolic biosynthesis of PHB with propylene carbonate solvent while ultrafiltration was used to extract the protein. The installation of a biorefinery, integrated to a dairy industry that processes at least 250000 L of milk per day was viable from both a technical and an economic viewpoint.
Keywords: Biorefinery; Bioplastic; Protein; Whey of milk; Aspen Simulator.
Resumo
O objetivo do trabalho foi avaliar a viabilidade técnica e económica da instalagao de uma biorrefinaria integrada a indústria de laticínios para o uso de efluentes de soro de leite e produgao do bioplásticopolihidroxibutirato (PHB) e proteína. Com base na literatura científica, as operagoes unitárias do processo de produgao de PHB e proteína foram estabelecidas com o Simulador Aspen Plus versao 8.8. Cepas recombinantes de Escherichia coli foram utilizadas para a biossíntese metabólica de PHB com o solvente carbonato de propileno e ultrafiltragao para extrair a proteína. Do ponto de vista técnico e económico, a instalagao de uma biorrefinaria integrada a uma indústria de laticínios que processa pelo menos 250.000 L de leite por dia é viável.
Keywords: Biorrefinaria; Bioplástico; Proteína; Soro de Leite; Simulador Aspen.
Introdugáo mais renováveis, sustentáveis e que gerem menor impacto
ao ambiente. Entao, a partir dessa conscientizagao, vários Atualmente, sabe-se que é de extrema importancia a países tem se atentado para o conceito de biorrefinaria, o substituigao da atual matriz energética para alternativas qual é semelhante ao de uma refinaria de petróleo conven-
cional, porém o principal insumo do refino é a biomassa [1]. O Brasil possui uma grande biodiversidade, o que o torna um potencial país para a implantado de biorrefi-narias. Entretanto, a biodiversidade e disponibilidade de matéria-prima nao sao os únicos fatores que influenciam a análise de um negocio, sendo, entao, necessário um estudo de viabilidade técnica e económica para resultados mais conclusivos. O presente trabalho tem como propósito fazer os estudos mencionados anteriormente visando á implantado de uma biorrefinaria no Brasil e, dessa forma, expondo a devida metodologia para o desenvolvimento do projeto.
A biomassa lignocelulósica brasileira apresenta um grande potencial para ser aplicada em biorrefinarias. Entretanto, esse tipo de biomassa está sujeita á influencia da sazonalidade na produdo [2]. Desta forma, os residuos provindos das fontes pecuárias merecem uma maior atengao, principalmente o leite, já que o efluente de sua produdo pode ser utilizado para a produdo de biopolíme-ros. Da literatura, por exemplo, tem-se a informado que, para cada 1 kg de queijo produzido, gera-se 9 kg de soro de leite [3]. Com relado á produdo brasileira de queijo, esta atingiu cerca de 3,4 milhoes de toneladas no ano de 2016 [3]. Logo, a partir das informagoes mencionadas anteriormente, estima-se que a produgao brasileira de soro de leite foi de 30,6 milhoes de toneladas no ano de 2016.
Os biopolímeros sao definidos como macromoléculas que podem ser sintetizadas por organismos vivos e, pelo menos uma etapa de sua degradagao, acontece através do metabolismo de organismos, os quais estao presentes no meio ambiente [4]. É fato que estes possuem grandes vantagens quando comparado aos polímeros de origem petrolífera, já que, por serem biodegradáveis, nao se acu-mulam no meio ambiente como os polímeros derivados do petróleo [5].
O polihidroxibutirato, PHB, é um exemplo desses biopolímeros e pode ser sintetizado, de forma biológica, a partir do soro do leite. A produgao industrial do PHB, no Brasil, comegou no ano de 2000 pela PHB industrial, utilizando a cana-de-agúcar como matéria-prima. O PHB pode ser utilizado em embalagens, lonas e pegas automo-tivas [6].
Em termos biotecnológicos, o processo da produgao dos bioplásticos em escala industrial foi descrito por Byrom (1987) [7] e este é, basicamente, realizado em um reator batelada bioquímico. Entretanto, cabe ressaltar que o custo do processo de transformagao da fonte reserva de carbono em plásticos biodegradáveis pode ser alto, mas isto é de-vido, principalmente, aos elevados custos na obtengao da matéria-prima, já que representam 40% do total do custo de produgao [8]. Dessa forma, tem-se o soro do leite efluente da produgao das indústrias de lacticínios, como uma boa alternativa de baixo custo da produgao desses bioplásticos.
O processo produgao da PHB, basicamente, consiste em uma reagao bioquímica com uma fonte de carbono (soro do leite, melago, cana-de-agúcar,etc.), a qual ocorre no interior de um micro-organismo e em um meio com limitagao de certos nutrientes, como oxigenio, nitrogenio, fósforo e magnésio, entre outros. Dentre esses micro-organismos, pode ser visto, na literatura, que Cepas recombinantes da bactéria Escherichia coli produziram,de forma efetiva, o poliéster PHB e, assim, dados de alta concentragao e produtividade referentes a esse processo foram obtidos [9].
A PHB Industrial S.A, localizada na Usina da Pedra, no municipio de Serrana, pertencente ao estado de Sao Paulo, é a única empresa produtora de PHB no Brasil. O PHB produzido recebe o nome comercial de Biocycle e é obtido a partir da fermentagao da cana-de-agúcar, realizada por micro-organismos [10]. A produgao em escala piloto desse polímero teve início no ano de 1995, sendo que a capacidade de produgao dessa planta era, inicialmente, da ordem de 5 ton/ano. Entretanto, em 1997, foi feita uma avaliagao técnica e económica com base nos dados retirados da planta piloto e, assim, ocorreram alteragoes no processo e no dimensionamento dos equipamentos. Dessa forma, diante do exposto nas linhas anteriores, no ano de 2000, a planta conseguiu aumentar sua produgao para 50 ton/ano. A empresa pretende transformar a escala piloto em industrial para a produgao de 30000 ton/ano de PHB [10].
A avaliagao económica e a simulagao empregada neste trabalho foram feitas com o objetivo de se determinar quantitativamente e qualitativamente o processo de produgao do PHB a partir do soro do leite. Para essa determinagao, foi considerado, com base na literatura, que o solvente e os microrganismos empregados foram o carbonato de propileno e cepas recombinante da bactéria Escherichia coli.
Para a análise de viabilidade económica, quantificou-se as matérias-primas e as utilidades das etapas do processo, incluindo a inoculagao, a qual consiste no cultivo e cresci-mento dos micro-organismos. Assim, foi possível também efetuar o cálculo dos custos, através da estimagao de certos insumos, dimensionamento e certas premissas relativas á operagao de alguns equipamentos.
Há pouca informagao na literatura sobre propostas de processo de produgao em escala industrial de PHB. Além disso, nao foram encontrados trabalhos que fagam uma análise económica do processo descrito, que vai desde o pré-tratamento do soro de leite, proveniente de indústrias de lacticinios, até a purificagao do PHB formado, incluindo o aproveitamento da proteina presente no soro de leite (Whey Protein).
O objetivo do trabalho foi avaliar a viabilidade técnica e económica da instalagao de uma biorrefinaria integrada a uma indústria de laticinios para utilizar os efluentes do soro de leite e produzir bioplásticos PHB e proteínas.
Tabela 1: Dados para a produgao bioquímica de PHB a partir do soro do leite
| Informagáo | Descrigao | Valor |
| Tinoculaqáo | Tempo que leva a formagao do inoculo que, posteriormente, será utilizado no biorreator | 96 horas |
| Tfermentaqáo | Tempo que lava para os microrganismos convertem a lactose em PHB no biorreator | 37,5 horas |
| yx/s | Rendimiento da conversao do substrato em célula | 0,52 g/g |
| yp/s | Rendimiento da conversao do substrato em produto | 0,42 g/g |
| % VInóculo/vbiorreactor | Porcentagem do volume total do inoculo com relagao ao volume útil total do biorreator | 20% |
| % PHB/CÉLULAS | Porcentagem de produto no massa celular | 80% |
Fonte: Ahn; Park e Lee, 2000 [9]
Materiais e MétodosCaracterizagáo da Reagáo e Descrigáo do processo
O artigo base utilizado para a caracterizagao da reagao foi o de AHN; PARK e LEE, 2000 [9], que conduziu o experimento com a mais elevada concentragao de lactose: 280 g/L. Devido a essa concentragao, a ampliagao do processo em escala industrial foi facilitada. O microorganismo utilizado foi: Escherichia coli.
A Tabela 1 mostra os principais dados retirados desse artigo para a produgao bioquímica de PHB a partir do soro do leite.
Como substrato principal na fermentagao, utilizou-se uma solugao de soro de leite com concentragao de 280 g/L de lactose mais sulfato de magnésio (MgSO4.7H2O) a uma concentragao de 6 g/L. Já para a etapa de inoculagao, o substrato principal é uma solugao de soro de leite a 40 g/L com adigao de fosfato de monopotássio (KH2PO4) a 6,67 g/L, fosfato diamonico [(NH4)2HPO4] a 4 g/L, sulfato de magnésio a 0,8 g/L, ácido cítrico (C6H8O7) a 0,8 g/L, ácido clorídrico (HCl) a 0,025 mol/L, sulfato de ferro (FeSO4.7H2O) a 0,05 g/L, cloreto de cálcio (CaCl2) a 0,01 g/L, sulfato de zinco (ZnSO4.7H2O) a 0,011 g/L, sulfato de manganes (MnSO4.4H2O) a 0,0025 g/L, sulfato de cobre (CuSO4.5H2O) a 0,005 g/l, molibdato de amonio [(NH4)6Mo7O24.4H2O] a 0,0005 g/L e tetraborato de sódio (Na2B4O7.10H2O) a 0,0002 g/L [9].
As consideragoes para a descrigao do processo e reso-lugao do balango de massa foram determinadas através de dados obtidos na literatura científica. A partir desses dados experimentais de laboratorio, desenvolveu-se o processo em escala industrial.
A Figura 1 mostra o fluxograma do processo proposto.
Inicialmente, o soro do leite, o qual contém a substancia reagente, a lactose (4,4% m/m) [11], passa por um evaporador e um vaso separador de flash (EVAP-01 E EVAFLASH), o qual remove grande parte da solugao aquosa presente no substrato. Essa é uma etapa importante, pois a concentragao de lactose no soro de leite deve ser de 280 g/L [9] para assim ser utilizado como substrato da reagao. Depois, o soro de leite concentrado, passa por um resfriador (RESFR-01), visto que, o processo de evaporagao aumentou a temperatura do mesmo e a reagao ocorre a 36° C [9].
A corrente resultante do processo de resfriamento passa por um ultrafiltro (FILTRO1), já que, o objetivo, nessa etapa, é a extragao das proteínas do soro do leite (Whey protein) que, posteriormente, será comercializada para a produgao de concentrado proteico. O método de extragao utilizado para a remogao dessas proteínas é a ultrafiltragao, pois, é o mais efetivo, quando comparado á filtragao comum. A eficiencia do método é consequencia da passagem da corrente do processo por uma membrana semipermeável, resultando na concentragao das proteínas [12].
Ao sair do processo de ultrafiltragao, da literatura, tem-se a informagao de que a corrente resultante de proteínas
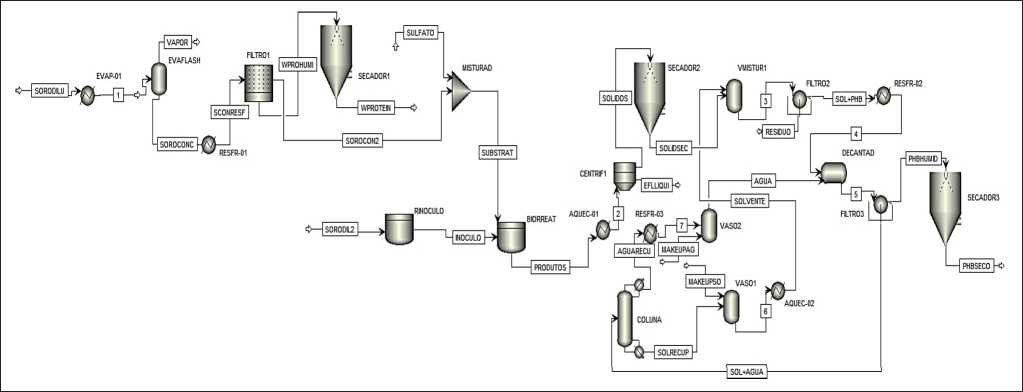
Figura 1: Processo de produgao do PHB e extragao das proteínas a partir do soro do leite Fonte: Simulador Aspen Plus versao 8.8
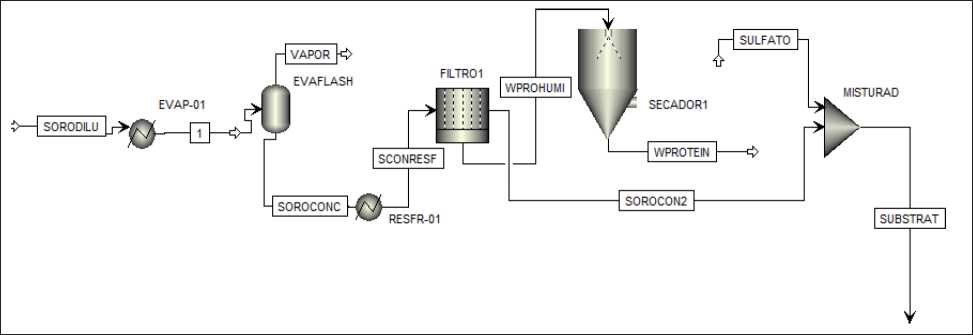
Figura 2. Fluxograma do processo de produgao de PHB - Etapa antes do biorreator Fonte: Simulador Aspen Plus versao 8.8
(concentrado) contém um teor entre 50 e 75% em base seca [12]. Entao, devido ao teor de umidade contido no concentrado proteico, este passa por um secador (SECA-DOR1), o qual consegue remover grande parte da água, resultando, assim, na proteína com 90% de pureza (Whey protein isolada) [13].
Entao, para a continuando do processo de produgao de PHB, á corrente de permeado do ultrafiltro, é adicionado sulfato de magnésio, já que este também é parte do substrato reacional e, assim, uma corrente contendo esse sal se une á corrente resultante de soro (MISTURAD). Todo o processo descrito anteriormente pode ser visto na Figura 2, a qual é uma segao da Figura 1.
O reator de inoculagao (RINOCULO), Figura 3, opera em batelada e este consiste no cultivo e multiplicando dos micro-organismos que serao utilizados na reagao. Para isso, sao adicionados a estes micro-organismos sais (cujo foram citados anteriormente) que favorecem o crescimento dos mesmos em um tempo de inoculagao de, aproximadamente, 96 horas [9]. Nesse reator, é adicionada como parte substrato principal, uma corrente de soro de leite diluido. Assim, a "corrente resultante" da inoculagao, após o periodo mencionado anteriormente, é adicionada ao biorreator também.
RINQCULO

Figura 3: Fluxograma do processo de produgao de PHB - Etapa do
reator de inoculagao
Fonte: Simulador Aspen Plus versao 8.8
De forma sucinta, o biorreator (BIORREAT), Figura 4, que opera no regime de batelada alimentada, é alimentado com um tempo de carga de, aproximadamente, 37,5 horas, com as correntes de substrato contendo soro de leite concentrado e o sulfato de magnésio, de micro-organismos provenientes do reator de inoculagao e de ar [9]. A corrente de ar auxilia na fermentagao, já que esse é um processo aeróbio e necessita desse gás para ocorrer. Para eliminar possiveis gases reacionais e manter a pressao, o biorreator possui uma válvula de alivio.
O período de descarga do biorreator também foi definido como 37,5 h (igual ao tempo de carga), visto que, esse também é o tempo de fermentagao da reagao [9].
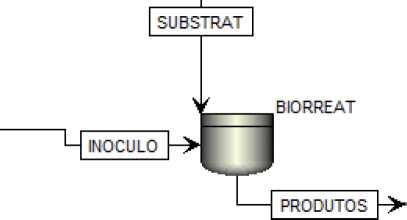
Figura 4: Fluxograma do processo de produgao de PHB - Etapa do biorreator
Fonte: Simulador Aspen Plus versao 8.8
A corrente resultante do biorreator sai á temperatura ambiente e passa por um vaso de aquecimento (AQUEC-01) para alcangar a temperatura de 95° C. Esse processo é necessário, pois auxilia no enfraquecimento da membrana celular e, assim, é possivel extrair mais facil-mente o PHB contido nas células de micro-organismos, pois se trata de um produto intracelular [14].
Depois do aquecimento, a corrente resultante passa por uma centrífuga (CENTRIF1), onde é possível eliminar boa parte da solugao aquosa em que se encontra as bactérias com o produto resultante. Posteriormente, o permeado da centrifugagao passa por um secador (SECADOR2) e, assim, elimina-se também boa parte da solugao aquosa residual. A etapa seguinte é a extragao (VMISTUR1), em que se adiciona o solvente, carbonato de propileno, a 150° C e assim, o produto PHB é extraído das bactérias [14]. A corrente resultante da extragao - com PHB, solvente e células - passa por um filtro (FILTRO2) no qual a massa de células ficará retida e se separará do solvente e do PHB. Nesse filtro, ocorre a perda de carca de 15% da massa inicial de solvente devido a sua retengao pelas células, e também ocorre a perda de 25% da massa total de PHB, pois devido a constante reutilizagao do solvente, a eficiencia da extragao é perdida e parte do PHB permanece nas células [15]. A corrente de permeado resultante passa por
SECADO R2 VMISTUR1
&
FLTR02
SOL-PHB
RESDUO
SOLIDSEC
PHBHUMD
CENTRIF1
EFLLIQUI
AGUA
AQUEC-01
. j:
FLTR02
AGUARECU | MAKEUPAG
3RODUTOS
mBSEC .
UAKEUPSO VAS01
AQUEC-02
COLUNA
SOLRECUP
SOL+AGUA
Figura 5: Fluxograma do processo de produpao de PHB - Etapa depois do biorreator Fonte: Simulador Aspen Plus versao 8.8
um resfriador (RESFR-02), visto que, esta corrente teve sua temperatura elevada devido ao aquecimento prévio e á extragao com o solvente a alta temperatura.
A corrente resultante do resfriador RESFR-02 passa por um vaso de decantagao (DECANTAD) onde adiciona-se outro solvente, a água, o qual auxilia para que o PHB fique em suspensao na solugao carbonato de propileno + água. Assim, o material de saída desse vaso passa por outra etapa de filtragao (FILTRO3). O PHB é retido nesse filtro e sai com um certo teor de umidade.
Por fim, tem-se a etapa de secagem (SECADOR3), a qual consiste em diminuir o teor de umidade contido no produto final, o PHB. Do site da biocycle (nome comercial do PHB produzido pela PHB industrial), tem-se a infor-magao que o produto sai com um teor de umidade de 0,3% (m/m) em base seca e, dessa forma, a corrente resultante da secagem contém PHB a 99,7% (m/m) de pureza e 0,3% (m/m) de umidade.
A Figura 5 exemplifica e sumariza os processos descritos anteriormente.
A corrente de permeado resultante do terceiro filtro (FILTRO3), que contém carbonato de propileno e água, segue para a coluna de destilagao (COLUNA). O objetivo nessa etapa é recuperar o carbonato de propileno utilizado na etapa de extragao do PHB. Na destilagao, 5% (m/m) do carbonato de propileno, contido na corrente de entrada, sai na corrente de topo junto com a água, ou seja, 95% (m/m) do solvente que entra no equipamento é recuperado na corrente de fundo [15].
Há também os processos de "make-up" da água e do carbonato de propileno (VAS01 e VAS02). Esse processo consiste na reposigao dessas substancias, visto que 20% (m/m) do carbonato de propileno é perdido durante todo o processo [15]. Para a água, considerou essa porcentagem de perda é de 10% (m/m) [15].
Todos os dados mencionados anteriormente foram utilizados para o cálculo das vazoes do processo com auxilio do software Excel.
Simulagao do processo e dimensionamento dos principáis equipamentos
Para o dimensionamento dos equipamentos, utilizou-se as fórmulas, relagoes e metodologias descritas por Seider et al., 2009 [16] com os pregos de compra do mercado americano, definidos em dólar.
Nas etapas de simulagao do processo, o software empregado foi o simulador Aspen Plus versao 8.8. Vale ressaltar que somente alguns equipamentos do processo foram simulados no software. Esses equipamentos foram a coluna de destilagao, compressores, bombas e trocadores de calor. Para o dimensionamento e cálculo do custos dos outros equipamentos, como os vasos, biorreator, reator de inoculagao, filtros e centrífugas, foram utilizados os dados da literatura e as vazoes mássicas foram encontradas a partir do balango de massa.
Cálculo do investimento total
Para o cálculo do investimento total, foram considerados os investimentos fixos mais o capital de giro. O investimento fixo é a soma dos investimentos indiretos e diretos, mais a comissao do contratante e a contingéncia. Os critérios utilizados para o cálculo desses investimentos seguiram a metodologia descrita em Peters e Timmerhaus (1991) [17]. Dessa forma, o cálculo é baseado em fatores de razao aplicados ao custo dos equipamentos principais do processo. Os fatores utilizados foram para uma planta de processamento sólido/líquido. Esses fatores e critérios podem ser vistos na Tabela 2.
Tabela 2: Criterios utilizados para o cálculo dos investimentos
| Item | Porcentagem | |
| Equipamientos principais (C.E.P) | 100 | |
| Instalagáo dos equipamientos | 39 | |
| Instrumentado e controle | 13 | |
| Instalado das tubulagSes | 31 | |
| Custos diretos | Instalado elétrica | 10 |
| Construgáo | 29 | |
| Melhorias na planta | 10 | |
| Instalado de servigo | 55 | |
| Terreno | 6 | |
| Custos indiretos | Engenharia e supervisáo | 32 |
| Despesa de construgáo | 34 | |
| Comissáo do contratante | 5 | |
| Contingencia | 10 | |
| Capital de giro | 15 | |
| Investimiento fixo | Custos diretos + indiretos + contingencia | |
| Investimiento total (I.T) | Investimiento fixo + capital de giro |
Cálculo dos custos fixos
É importante mencionar que tanto o vapor, quanto a água desmineralizada sao produzidos na própria planta.
Consumo de utilidades
O consumo total de água de resfriamento (AGR) e vapor é dado pela soma do consumo individual dessas utilidades em cada trocador de calor. Esse consumo foi determinado através do simulador Aspen Plus v.8.8. Como o vapor é produzido na própria planta, foi necessário o cálculo do consumo de gás natural para sua produgao. O consumo desse gás foi obtido também através da si-mulagao, visto que já se tinha o valor da vazao total do consumo de vapor em t/ano.
O consumo do solvente utilizado na extragao do PHB e dos sais usados como substratofoi obtido através das respectivas vazoes encontradas no balango de massa.
Consumo de energia
O consumo de energia das bombas, compressor e turbinas foi calculado através dos dados de potencia, em kW/h, também obtidos no Aspen Plus v.8.8.
O custo total de cada utilidade e energia foi obtido através da multiplicagao do valor do consumo anual pelo prego unitário.
Tabela 3: Critérios utilizados para o cálculo dos custos fixos
| Itens | Critério |
| Máo de obra de operagáo | 2000 USD/mes trabalhador |
| Supervisáo direta/administrativo | 17,5% MOO |
| Manutengáo e reparos | 6% IT/ano |
| Suprimientes operacionais | 0,75% IT/ano |
| Taxa de laboratorio | 15% MOO |
| Seguro | 0,7% IT/ano |
| MOO: Máo de obra de operagáo IT: Investimiento total |
Os custos fixos sao aqueles que independem da ca-pacidade de produgao da planta. Estes foram calculados utilizando também os critérios mostrados em Peters e Timmerhaus (1991) [17] e podem ser vistos na Tabela 3. O custo de mao de obra de operagao (MOO) foi calculado considerando-se a operagao da planta durante 12 meses no ano, com 20 funcionários, também baseado na metodologia utilizada pelos autores citados anteriormente.
Cálculo dos custos das utilidades e energia (custos variáveis)
Custos variáveis sao os custos que dependem da ca-pacidade de produgao da planta. Vale ressaltar que, como o projeto de produgao de PHB é integrado á indústria de lacticinios, o custo do soro do leite foi considerado nulo, visto que este é um efluente de produgao.
Cálculo do custo total e da receita
O custo total foi determinado através da soma dos valores de custo fixo e custo variáveis. Já para a determi-nagao da receita, esta foi obtida através da multiplicagao da produgao anual de PHB pelo prego de venda, somado a multiplicagao da produgao anual de whey protein pelo prego de venda.
Critérios de Projeto e Fluxo de caixa
Para se determinar a viabilidade económica do projeto, observou-se os seguintes critérios:
VPL>0
TIR>TMA
O VPL (Valor Presente Líquido) é a soma, a partir da data inicial de operagao, dos saldos dos fluxos de caixa, descontando a taxa de juros.O VPL é dado pela Equagao 1:
(1)
Cj é o fluxo de caixa resultante, I o valor do investi-mento total e i é a taxa de juros bancário utilizada para o financiamento e manutengao do projeto. Este valor foi considerado sendo 9% a.a.
A TIR (Taxa Interna de Retorno) é definida como a taxa
Tabela 4: Equagoes utilizadas no fluxo de caixa
| Fluxo de caixa | Equagao |
| Receita (R) | Prego x Produgao |
| Custo variável (Cv) | |
| Custos fixos (CF) + Depreciagao (Dp) | |
| Lucro bruto (LD) | Lb = R - (CV + CF + Dp) |
| Impostos (Imp) | 0,34 Lb |
| Lucro líquido (L|) | L, = Lb - Imp |
| Depreciagao (Dp) | |
| Geragao de caixa (Gc) | Gc = Ll+ Dp |
| Investimento total (IT) | |
| Valor residual (Vr) | 0,01 IT |
| Fluxo de caixa (C,) | C, = Gc + Vr - Inv |
Tabela 5:Composigao aproximada do soro do leite
| Componente | Composigao mássica |
| Solugao aquosa | 94,60% |
| Proteína | 4,40% |
| Lactose | 1,00% |
Fonte: Berwig, Baldassoe Dettmer, 2016
de juros que, em algum momento, igualará o valor presente das entradas aos da saída. Vale ressaltar que, em outras pa-lavras, a TIR nada mais é que a taxa de retomo em relagao aos valores de investimento em um negócio. Assim, a TIR pode ser determinada quando o VPL se iguala a zero. A TIR também representa a taxa de rentabilidade do projeto.
A Taxa Mínima de Atratividade, TMA, é a taxa em que um investimento é rentável e, assim, de baixo risco. Esta, atualmente, é consideradano Brasil como 15% a.a. Para um investimento apresentar uma rentabilidade positiva, ou seja, ter uma taxa de retorno maior do que a de um investimento de baixo risco, a TIR deve ser maior ou igual que a TMA.
Com relagao ao prego de venda do produto, este foi estimado de forma que os dois critérios mencionados fossem satisfeitos, VPL > 0 e TIR > TMA.
Com relagao á depreciagaodos equipamentos e bens dos ativos e imobilizados, esta foi considerada linear durante o tempo de operagao da planta de 15 anos, visto que estes, com o passar do tempo, perdem seu valor por consequencia do desgaste e obsolescencia normal. A depreciagao é dada pela Equagao 2:
P t v '
1 operagao
Sendo que I é o investimento e VRo valor residual. O valor residual da planta foi considerado de 1% em relagao ao investimento total. Esse valor corresponde ao capital que pode ser adquirido após a inatividade da planta, como por exemplo, venda de alguns equipamentos para o apro-veitamento do metal de construgao.O valor residual é dado pela Equagao 3:
V=0,01 I (3)
Os impostos foram considerados como sendo 34% em relagao ao Lucro bruto [18].
O fluxo de caixa foi determinado como descrito na Tabela 4:
Caracterizagao do soro de leite
A composigao do soro de leite utilizado no processo descrito está explicita na Tabela 5 a seguir:
Vale ressaltar que, em solugao aquosa, tem-se os componentes sólidos que estao empouca quantidade como gorduras, cinzas e nitrogenio, os quais nao foram considerados separadamente por motivos de facilidade nos cálculos e na simulagao.
Resultados e DiscussaoDeterminagao da Capacidade de Produgao
A base de cálculo definida foi de uma produgao de 1000 ton/ano de PHB. Essa produgao foi escolhida como análise inicial desse processo, pois esta representa a produgao de uma biorrefinaria integrada a indústria de lacticinio de médio porte. Como para 1 kg de queijo produzido, tem-se a obtengao de 9 kg de soro de leite [3] e, do balango de massa efetuado, tem-se a informagao que, para a produgao de 1000 ton/ano de PHB, sao necessárias 73.358,17 ton/ ano de soro de leite, desta forma, diante dos dados mencionados, é estimável que o processo tem que estar integrado a uma indústria de lacticinios com um processamento diário equivalente a 250000 L leite / dia, ou seja, uma fábrica de laticínios de médio porte [19].
Validagao do modelo usado na simulagao
O modelo utilizado para o equilibrio líquido-vapor do carbonato de propileno e da água foi o UNIQUAC (UNIversal QUAsi Chemical). Esse modelo foi escolhido, pois se adequa e é bem aplicável a uma série de misturas líquidas. O UNIQUAC foi desenvolvido por Abrams e Prausnitz (1975) [20] e, basicamente, em seu cálculo, para estimar o tamanho e área das superficies externas das moléculas, sao utilizados parámetros dos componentes puros da mistura. Além disso, deve-se ressaltar que, com relagao aos parámetros ajustáveis, este modelo utiliza apenas dois por binário.
A escolha do modelo pode ser justificada também, pois, segundo Prausnitz, Lichtenthaler e De Azevedo (1999) [21], este é aplicável em misturas nao-eletrolíticas, po-dendo ter fluidos polares ou apolares. Cabe frisar também que o UNIQUAC consegue reproduzir bem sistemas de baixa ou moderada pressao. Portanto, diante do exposto
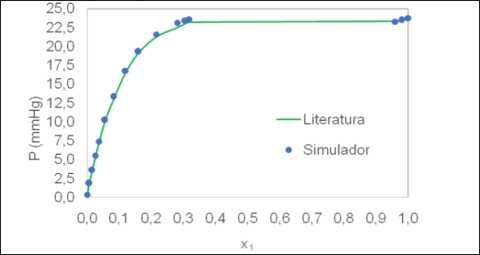
Figura 6: Pressao versus x1 - Gráfico da validado de dados para o modelo UNIQUAC e o binário água e carbonato de propileno
Tabela 7: Prego das principais matérias-primas e insumos usados no processo
| Matéria-prima | Valor (USD/ton) | Fonte |
| KH2PO4 | 800 | Alibaba, 2018 '23' |
| (NH4)2HPO4 | 746 | Alibaba, 2018 '23' |
| MgSO4. 7H2O | 100 | Alibaba, 2018 '23' |
| Ácido cítrico | 600 | Alibaba, 2018 1231 |
| HCl | 200 | Alibaba, 2018 '23' |
| FeSO4.7H2O | 80 | Alibaba, 2018 '23' |
| CaCl2 | 120 | Alibaba, 2018 '23' |
| ZnSO4. 7H2O | 350 | Alibaba, 2018 '23' |
| MnSO4 7H2O | 400 | Alibaba, 2018 1231 |
| CuSO4 5H2O | 1 550 | Alibaba, 2018 '23' |
| (NH4)6MÜ7O24 4 H2O | 11 000 | Alibaba, 2018 1231 |
| Na2B4O710H2O | 645 | Alibaba, 2018 '23' |
| Insumos | ||
| AGR | 0,57 | |
| Energia | 0,08 | |
| Gás natural | 192,5 | AliceWeb 2018 1241 |
| Solvente C4H6O3 | 900 | Alibaba, 2018 '23' |
| Água | 1,67 | - |
Tabela 8: Custo das principais matérias-primas e insumos usados no processo
| Insumo | Cantidade | Valor USD/ano |
| AGR | ton | 2.093.956 |
| Energia | kWh | 218.606 |
| Vapor | ton | 1.783.541 |
| Solvente | ton | 2.395.980 |
| Água | ton | 7.409 |
| Sais | ton | 37.118 |
| Total | 6.536.612 |
e considerando que, a coluna opera á pressao atmosférica e o binário é composto pelo carbonato de propileno, um solvente orgánico polar e água, outro solvente, porém inorgánico polar, pressupós-se que o modelo UNIQUAC se adequaria bem ao sistema descrito.
Do simulador, utilizando o modelo UNIQUAC, retirou-se dados de pressao para diversas composigoes do binário água e carbonato de propileno. Posteriormente, essas pressoes foram comparadas aos dados experimentais do binário, retirados da base de dados DECHEMA (1982). Os resultados podem ser vistos na Figura 6.
Como visto na Figura 6, observa-se que o modelo UNI-QUAC se adequo bem aos dados experimentais, pois os pontos retirados do simulador seguem a mesma tendencia daqueles encontrados na literatura, ajustando-se bem. Além disso, observa-se que o modelo representou melhor os dados reais na regiao de baixas pressoes.
Custos dos equipamentos
A Tabela 6 mostra o custo dos equipamentos do proces-so. Esse custo já está corrigido com o valor da taxa média de inflagao americana (período: 2010-2017), sendo essa, aproximadamente, 1,70% [22].
Os valores apresentados na tabela para o prego de pro-dugao da AGR, energia e água desmineralizada sao valores referenciais provindos do Polo Industrial, localizado na cidade de Camagari, no estado da Bahia, no Brasil.
Já os valores obtidos pela análise do fluxo de caixa, como VPL, tempo de operagao, custos variáveis, custos fixos, receita e investimento total, sao apresentados na Tabela 9.
Tabela 6: Custo dos equipamentos do processo
| Equipamento | Custo (USD) |
| Coluna de destilagao | 122.975 |
| Vasos | 965.450 |
| Biorreator | 441.780 |
| Reator de inoculagao | 176.174 |
| Filtros e Centrífugas | 585.412 |
| Secadores | 999.809 |
| Compressor | 460.873 |
| Bombas | 152.752 |
| Trocadores | 396.652 |
| Turbinas | 426.448 |
| Total | 4.728.329 |
O prego e o custo das principais matérias-primas, insumos e sais usados no processo podem ser vistos nas Tabelas 7 e 8.
Com o resultados da Tabela 9, nota-se que, atingir os critérios económicos num período de operagao de 15 anos o prego de venda do PHB teria que ser 5000 USD/ton e da proteína 12000 USD/ton, o que tornaría viável o projeto,
Tabela 9: Resultados da análise económica
| Grandeza | Valor |
| Tempo de operagao | 15 (anos) |
| Investimiento Total | 22.996.476 (USD) |
| Custo variável | 6.536.612 (USD/ano) |
| Custo fixo | 2.181.874 (USD/ano) |
| Receita PHB | 5.000.000 (USD/ano) |
| Receita WHEY | 9.771.170 (USD/ano) |
| VPL | |
| 13.547.078 USD | |
| TIR | 15 (%) a.a |
| PHB: Prego de venda | 5.000 (USD/ton) |
| WHEY: Prego de venda | 12000 (USD/ton) |
pois o valor de mercado do PHB no Brasil nao ultrapassa os 5000 USD/ton [25] e o da proteína está entre 10000 e 13000 USD/ton [26].
Análises de sensibilidade
Efetuou-se uma análise de sensibilidade para verificar o comportamento VPL e da TIR com relagao a variagao da escala de produgao. Assim, o limite inferior de produgao, 200 t/ano, visou á representagao das indústrias de laticínio de pequeno porte (processamento diário de cerca de 50 mil litros de leite) e o superior, 10000 t/ano, visou ás de grande porte (processamento diário de cerca de 2 milhoes de litros de leite). Os resultados dessa análise podem ser vistos nas Figuras 7 e 8.
solvente, visto que, como observado na Tabela 10, o custo do carbonato de propileno representa 43,55% do custo variável total. Assim, é importante avaliar e analisar a viabilidade do projeto no que se refere á variagao de prego desse solvente.
Tabela 10: Porcentagem relativa dos ¡nsumos em relagao aos custos totals variáveis
| Insumo | Custos totais Variáveis = 100 % |
| AGR | 28,55 % |
| Energía | 2,98 % |
| Vapor | 24,31 % |
| Solvente | 43,55 % |
| Água | 0,10 % |
| Sais | 0,51 % |
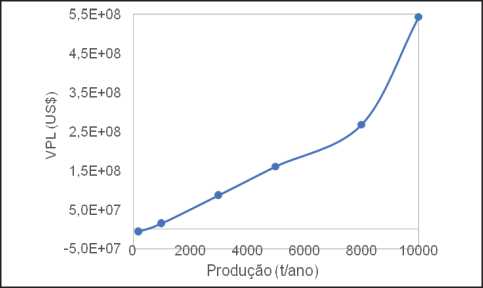
Figura 7: VPL versus Produgao de PHB
Os resultados para essa análise podem ser vistos nas Figuras 9 e 10.
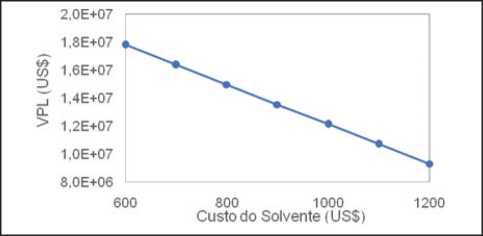
Figura 9: VPL versus Custo do Solvente (USD)
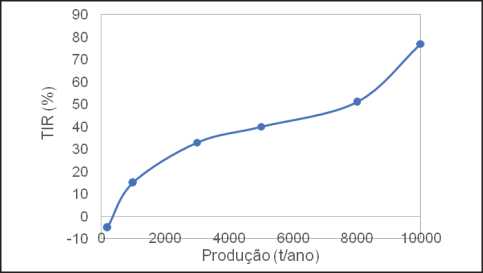
Figura 8: TIR versus Produgao de PHB
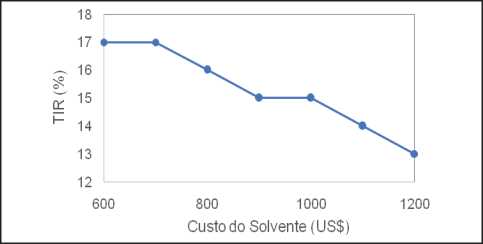
Figura 10: TIR versus Custo do Solvente (USD)
Diante dos resultados apresentados nas Figuras 7 e 8, percebe-se que, á medida em que a produgao aumenta e fixando-se os pregos de venda do PHB e da proteína, o investimento se torna economicamente mais viável, al-cangando maiores valores de VPL e taxa interna de retorno bruto, quando comparado a outros empreendimentos de menor capacidade de produgao. Nota-se que, para fábricas de laticinios de pequeno porte (com processamento diário de no máximo 125000 litros de leite), o projeto apresenta tanto o VPL quanto a TIR negativas, representando invia-bilidade económica para empreendimentos desse porte.
Outra análise efetuada foi com relagao ao prego do
Como mostrado nas Figuras 9 e 10, o aumento no prego do solvente da 900 a 1200 USD (33%), mantem o VPL na faixa dos 10 milhoes de dólares e provoca uma diminuigao de TIR de 15% a 13% (2%). Isso indica que o projeto absorve bem possíveis aumentos no seu principal custo variável, mantendo-se economicamente atrativo.
Conclusoes
Baseado na análise dos resultados obtidos, conclui-se que a instalagao de uma biorrefinaria integrada á indústria que processa 250000 litros de leite / dia no Brasil, para a produgao de PHB e proteína a partir do soro do leite, utilizando a metodología de processo descrita, é técnicamente e economicamente viável. Além disso, a partir da análise de sensibilidade foi perceptível que á medida em que a produgao aumenta, fixando-se os pregos de venda do PHB (5.000 USD/ton) e da proteína (12.000 USD/ton), o projeto se torna economicamente mais viável.
Nomenclatura
AGR - Água de resfriamento
C.E.P - Custo dos equipamentos principais
CF - Custos fixos
Cj - Fluxo de caixa
C - Custo variável
Dp - Depreciagao
Gc - Geragao de caixa
I.T - Investimento Total
i - Taxa de juros bancária
ID - Investimento direto
IF - Investimento fixo
Imp - Imposto
Lb - Lucro bruto
Ll - Lucro líquido
M.O.O - Mao de obra de Operagao
PHB - Poli (3-Hidroxibutirato)
R - Receita
TIR - Taxa Interna de Retorno TMA - Taxa Mínima de Atratividade VPL - Valor Presente Líquido VR - Valor residual
Referencias
1. Nali, E. C.; Ribeiro, L. B. N. M.; Hora, A. B. Biorrefinaria integrada a indústria de celulose no Brasil: oportunidade ou necessidade? BNDES Setorial, Rio de Janeiro, n.43, p. 257 - 294, mar. 2016. [ Links ]
2. Foelkel, C. As biorrefinarias integradas no setor brasileiro de fabricagao de celulose e papel de eucalipto.Eucalyptus Online Book & Newsletter, rev., 2015. [ Links ]
3. Queiroz, S. F.; Mata, J. F.; Emerenciano, O. F. Produgao de lei-te e queijo bovino da indústria laticinistaMiraleite no Triangulo Mineiro. Cadernos de pós-graduagao da FAZU, Minas Gerais, v. 2, 2011. Disponível em: <http://www.fazu.br/ojs/index.php/posfazu/article/ viewFile/417/309> Acesso em: 22 nov. 2018. [ Links ]
4. Rhim, J. W.; Park, H. M.; Ha, C. S. Bio-nanocomposites for food packaging applications. Progress in Polymer Science, v. 38, p. 1629- 1652, 2013. [ Links ]
5. Sivakumar, N.; Al-Bahry, S.; Al-Battashi, H. S. Screening of Bio-polymer Producing Bacteria Isolatedfrom Some Bras-sica Plants. APCBEE Procedia, [S.I.], v. 5, p. 333-338, 2013.
6. Kloss, J. R. Dionisio, J. A. Soil degradation study of po-lyurethanes elastomers based on poly (e-caprolactona) diol. In: XI Internacional Macromolecular Colloquium and 6th Internacional Smposium on Natural polymers and composites, Gramado-RS, v. único, 2007.
7. Byrom, D. Polymer synthesis by microorganisms: tech-nology and economics. Trends in Biotechnology, v.5, p. 246-250, 1997.
8. Choi, M. H.; Yoon, S., C. Polyester biosynthesis characte-ristics of Pseudomonas citronellolis grown on various carbon sources, including 3-methyl-branched substra-tes. Applied and Environmental Microbiology, v. 60, p. 3245-3254, 1994.
9. Ahn, W. S.; Park, S. J.; Lee, S. Y. Production of Ply (3-Hydroxybutyrate) by Fed-Batch Culture of Recombinant Escherichia coli with a Highly Concentrated why So-lution. Appliedand Environmental Microbiology, Chicago, v. 66, n. 8, p. 3624-3627, 2000.
10. Biocycle [Online], 2018. Disponívelem:<http://www.bio-cycle.com.br/site.htm>.Acessoem:15de nov. 2018.
11. Berwig, H. K.; Baldasso, C.; Dettmer, A. Production and cha-racterization of poly (3-hydroxybutyrate) generated by Alcaligenes latus using lactose and whey after acid protein precipitation process. Bioresource Technology, v. 218, p. 31-37, 2016.
12. Luz, B. G. Processo de extragao das proteínas de soro de leite para a produgao de concentrado proteico. ETech: Tecnologia para a Competitividade Industrial, Florianopolis, v. 9, n. 2, 2016.
13. Newnutrition. Whey Protein Isolado [Online], 2018. Disponí-vel em: <https://www.newnutrition.com.br/proteinas/ whey-protein-isolado>. Acesso em: 18 de nov. 2018.
14. Quines, L. K et al. Extragao de poli (3-hidroxibutirato), produzido por Cupriavidusnecator, com carbonato de propileno. Revista Química Nova, Santa Catarina, v. 38, n. 2, p. 2014-2020, 2015.
15. Quines, L. K et al. Recuperagao e reutilizagao do carbonato de propileno empregado no processo de extragao de poli (3-hidroxibutirato). Revista Polímeros, Santa Catarina, n. 27, p. 20-26, 2017.
16. Seider, W. D.; Seader J. D.; Lewin, D. R.; Widagdo, S. Product and Process Design Principles: Synthesis, Analysis and Design. Wiley, 3° edigao, 2009.
17. Peters, M. S.; Timmerhaus, K. D. Plant Design and Economics for Chemical Engineers. McGraw-Hill, New York, 4 ed., 1991.
18. Heritage. Index of Economic Freedom [Online], 2018. Disponível em: <https://www.heritage.org/index/country/ brazil/>. Acesso em: 22 de nov. 2018.
19. Camapua News. Camapua terá indústria de lacticinio de médio porte, 2014. Disponívelem:<http:// www.camapuanews.com.br/noticia. php?cod=28587&title=Camapu%E> Acesso em: 26 de nov. 2018.
20. Abrams, D. S., Prausnitz, J. M. StatisticalThermodynamicso-fLiquid Mistures: A New Expression for the Excess Gibbs Energy of Partlyor Completely Systems. AICheJournal, v. 21, 116, 1975.
21. Prausnitz, J. M., Lichtenthaler, R. N., De Azevedo, E. G. Molecular Thermodynamicof Fluid-Phase Equilibria. Prenti-ce-Hall, 1999.
22. Global Rates. Inflation United States - Consumer price index (cpi) [Online], 2018. Disponívelem: <https://www.global-rates.com/economic-indicators/inflation/consumer-prices/cpi/united-states.aspx>Acesso em: 27 de nov. 2018.
23. Alibaba [Online]. Disponívelem: <https://portuguese.ali-baba.com/> Acesso em: 29 out. 2018.
24. Aliceweb. Análise das informagoes de comércio exterior [Online]. Disponível em: <www.http://aliceweb.mdic.gov. br/> Acesso em: 29 out. 2018.
25. mre. Ministério das relagoes exteriores [Online]. Disponível em: <https://sistemas.mre.gov.br/kitweb/datafiles/To-quio/pt-br/file/Bioplasticos07.pdf> Acesso em: 28 out. 2018.
26. Dairy for Global Nutrition. Price per kilogramo protein [Online]. Disponível em: http://www.dairyglobalnutrition.org/ price-and-supply-trends/dairy-price-trends Acesso em: 28 out. 2018.

